
不鏽鋼在空氣, 水、酸、鹽的水溶液以及其它腐蝕介(jiè)質中具(jù)有很高的化學穩定性, 用途十分廣泛. 由於該(gāi)鋼中合金元素(sù)(鉻(gè)、鎳等)的存在使其電極電位顯著提高, 形成穩定的奧氏體組織,從而使鋼的耐腐蝕性能提高. 不鏽鋼板經過精軋(zhá)、酸(suān)洗、衝壓加工後, 再經拋光(guāng)等工序使其工(gōng)件強度高、硬度高、耐磨、表麵光亮、具有很好的(de)使用性能. 不(bú)鏽鋼廣泛地應用於航(háng)空、電器、儀表、醫療器械, 生活用品(pǐn)等國民經濟各個部門. 近年來, 在鐵道車輛的製造中(zhōng), 例如(rú)青島四方車輛工廠製造的高級旅遊車輛, 長春客車工廠製造的25 米新型高級客車(軟臥車、硬臥車)都采用了不鏽鋼材料. 大大地提高了車輛(liàng)的使用性能(néng)(車速可提高(gāo)至140 ~160 k m / h )和壽命(mìng). 而且客車美觀、大方、舒適(shì), 從而使我國製造的鐵道客車開始(shǐ)打人(rén)國(guó)際市場.客車製造中, 其洗手器、洗麵器、大便器等複雜形狀(zhuàng)的不鏽鋼(gāng)衝壓件的壓型成功, 顯示了較高的衝壓技術(shù)水平.但是, 由(yóu)於對不鏽鋼板衝壓性能的試驗研究尚不充分, 工藝及(jí)模具設計的(de)客觀規律掌握的還不夠好, 因而(ér)在不鏽鋼衝壓(yā)加(jiā)工(gōng)中存在著衝壓件質量差, 廢品率高(gāo)(有的竟(jìng)高達50 % 一7 0 % ),模具壽(shòu)命低, 產品成本高等問(wèn)題.而不鏽鋼目前價格還較貴, 材料(liào)供應亦不充足, 所(suǒ)以解(jiě)決上述問題就成(chéng)為當務之急, 具有十分重要的意義。作者通過對(duì)不鏽鋼衝壓性能的試驗研究, 物理化學和變形力學的理論分(fèn)析, 以及現場(chǎng)工藝實踐的觀察、分析, 指出了不鏽鋼衝壓加工中(zhōng)產生這些問題的原因, 找(zhǎo)出了解(jiě)決問題的技術對策。
1 不鏽鋼性能分析
表1 ~表4 列出了不鏽鋼的化學成分及有關性(xìng)能指標(biāo)
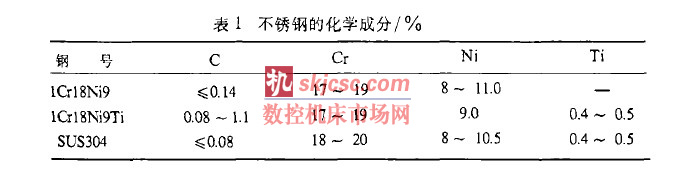
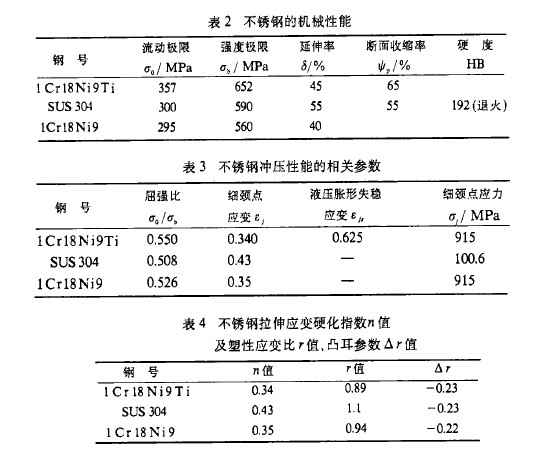
由表(biǎo)可知, 不鏽鋼的性能有如下的(de)特點, 成形時必須給予足夠的重視。
1 ) 10-3 值高, 塑性(xìng)好, 10-4 比值低, n值高(gāo), 故一次成形的極限(xiàn)變形量大, 有利於衝壓成形。
2) 冷壓加工(gōng)硬化能(néng)力高, 當奧氏體鋼發生塑性變形時, 由於機械驅動力部分或全(quán)部地代替化(huà)學驅動力, 使得(dé)奧氏體和馬氏體的自由能發生了變化, 即誘發了奧氏體向馬氏(shì)體轉變, 材料發生加工(gōng)硬化, 使變形拉力(lì)增(zēng)高. 一般不(bú)鏽鋼經冷衝壓加工後, 強度極(jí)限可以提高一(yī)倍(由60 0 MPa 增(zēng)加到1 20 0 MPa ), 屈服極限提高三四倍( 由20 0 ~ 2 50 M Pa 增加到1 0 00 ~1 ro OM Pa ) , 延伸率占則由4 0 % ~60 % 降低(dī)到5 % ~10 %, 塑(sù)性下降, 屈強比增高(gāo), 對衝壓(yā)成(chéng)形十分不利。
3) 硬化效應強, 回彈大, 衝壓件凍結性能差, 造成工件尺寸和形狀精度低。
4) 不鏽鋼具有(yǒu)粘滯性.經(jīng)過衝壓變形後, 不鏽鋼的硬度顯著提高, 在繼續變形的過程中, 材料(liào)與模具表麵極易在某(mǒu)些點(diǎn)上由於極大的單位壓力而粘合在一起, 加劇了模具的磨損, 工件表麵也發生劃傷, 嚴重(chóng)影響模具的使用壽命及衝壓件(jiàn)的(de)質量。
5) 不鏽鋼在塑性變(biàn)形中產生熱量, 且本身導熱性能差, 這樣就使鋼板工件及模具的溫度上升, 其溫度可達2 0 ℃ 左右, 這也是發生粘(zhān)著、模(mó)具磨損加劇、工件劃(huá)傷的重(chóng)要原因之一.
6) 不(bú)鏽(xiù)鋼在塑性變形中產生較大的內(nèi)應(yīng)力(lì). 這是由於奧氏體(tǐ)不鏽鋼在大的變形力作用下,發生馬氏體相變, 從而引起奧氏體強化; 奧氏體轉變成馬氏體的相變強(qiáng)化; 馬氏體(tǐ)的(de)強化, 由肚產生很大的組(zǔ)織內應力, 再加上溫度內應力, 再加上變形引起的附加應力等.所(suǒ)以在存放時可能自行開裂。
7) 不鏽鋼在衝壓(yā)成(chéng)形過程中, 要求較大的(de)變形功.這是由於該鋼種的(de)” 值較大, 變(biàn)形易均韻向外擴散, 最大變形力2 不鏽鋼衝壓加工中的問題及技術對策.
2 不鏽鋼衝壓加工中的問題及技術對策
1) 工件的破裂
工件的破裂分為: ① 器壁破裂; ② 底部破裂. 器壁(bì)破裂的原因是壓邊力(lì)小, 形成(chéng)起皺, 毛胚形(xíng)狀、尺寸不(bú)合理、餘料較多(duō)、塑性流動阻力太(tài)大而造成的.底部破裂是由於變形程度太大, 超過了材料的許用變形程度, 或變形(xíng)力太大超過材料的承載能力(lì)所致解決的措施是精確計(jì)算毛胚尺寸, 合理確定毛(máo)胚形狀, 增大壓(yā)邊力, 減小毛胚增厚量, 合理確定工藝參數, 合理確定凹模圓角半徑R 的大小, R 比一(yī)般材料選取的要小. R 由12 t 減小到6 ~ 8 t .另外要增加中間熱處理工序。
2) 工件的擦傷, 模具的(de)磨損
這主要是由於壓力太(tài)大, 溫(wēn)度較高, 模具及防皺壓板表麵粗糙, 使其發生(shēng)粘著而造成的.
解決(jué)的辦法是選擇合適的模具材料(具有自潤性, 並且模具材料與不鏽鋼材料的親和力要小). 如某廠用鑄鐵材(cái)料(liào)做模具材料, 實(shí)踐效果(guǒ)很好。常用的衝壓模具材料C r 12 M o , Cr1 2Mo V 等用來做不鏽鋼衝壓模具就不合適(拉深1 ~ 2 件就發生粘著).合理的潤滑也很(hěn)重要, 潤滑濟要起到潤滑、冷卻兩個作用. 一般采用氯化石(shí)蠟+ 二硫化鑰做潤滑劑, 效果理(lǐ)想.也可采用幹膜(mó)潤滑,如聚乙烯薄(báo)膜, 硝基清漆等, 潤滑效果也佳。
另外(wài), 值得注(zhù)意的是工件(jiàn)劃傷. 山(shān)於落料毛胚上有毛刺, 在成形工序時, 毛(máo)刺破碎, 形成(chéng)細小顆粒, 這(zhè)些已硬化了的小顆粒劃傷了工(gōng)件(jiàn)。所以, 落(luò)料毛胚清除毛刺工序是很必要的。
3) 工件的自行(háng)開裂一是工件的低溫(0 ℃ 以下) 成形開裂(liè). 這是由於不鏽鋼經軋製, 內部已有變形(xíng)應力.在塑性成形時, 此種變形應力加大; 而變形時又發熱, 溫度升高, 周圍環境溫度(dù)低, 工件內部又形成溫度應力. 這種溫度應力, 誘發了工件內部已存在的很(hěn)大的應力釋放, 致使工件開裂. 另一(yī)是工件的時效開(kāi)裂, 也是工件內變形、內應力太(tài)大所引起的. 所以, 不鏽鋼(gāng)應(yīng)避免(miǎn)在低溫下(0℃ )衝壓(yā)成形,並且在衝(chōng)壓成形後, 12 ~24 小(xiǎo)時(shí)內必須進行消除內應力的熱處理(lǐ)。
4) 工件表麵不光潔, 質量差這主(zhǔ)要(yào)是潤滑條件差, 防皺壓板及模(mó)具(jù)表麵粗糙所造成的。故模具表麵應強化, 拋光處理。
5) 不鏽鋼不適於複合工序若采用落料一拉深複合工序使其成形, 山於落料毛胚的毛刺不能及時處理, 造成工件擦
傷、模具磨損, 反而不利, 使技術、經濟效果都差。
6) 為消除加工硬化、減小回彈, 應增加工(gōng)件熱處理(lǐ)工序, 但有時卻造成工件表麵質量(liàng)差, 還需經(jīng)過酸洗、拋光等輔助工序.
7) 應盡量減小不鏽鋼成形工序次數, 一次性(xìng)充分利用不鏽鋼塑性指標高的特(tè)點.例如, 拉深工藝首次拉深係(xì)數可取小, m1= 0. 465 ~ 0 .49 6 或再取小一點.這可通(tōng)過采取有利的工藝(yì)措施如合理潤滑(huá), 超低溫成形, 錐形凹模, 充液拉深來實現。
8) 不鏽鋼衝壓(yā)成形, 應保證衝壓件的工藝示功圖, 完全被設備發出的示功圖所包容, 以防止設備悶車, 避免造成設備、模具及工件的損壞。
9 )應采用硬度高、表而光潔的防皺壓板不鏽鋼衝壓成形的防皺壓板多采用碳素工具鋼, 應(yīng)淬火, 表麵強化, 拋光處理, 一般表麵粗糙度以3 ~ 4 um 為宜(yí).以達(dá)到壓邊效果好, 防止粘著和工(gōng)件劃傷。
10) 不鏽鋼衝(chōng)壓速度以慢為宜(6 次/min ); 采(cǎi)用液壓設備無論從變形功和衝壓速度方麵, 都比較合適。
綜上所述, 不難看出, 不鏽鋼衝壓加工中問題較多, 且對工藝影響(xiǎng)較大。作者認(rèn)為今後應從不鏽鋼的衝壓性能、衝壓工藝參數的(de)合理確定, 衝壓件質量, 衝模壽命, 加工中的(de)潤滑(huá)、降低衝壓件成本諸方麵(miàn)進行深人的研究, 這是(shì)不鏽鋼衝壓技(jì)術的發(fā)展方向(xiàng)。
如(rú)果您有機床行業、企業相關新(xīn)聞稿(gǎo)件發表(biǎo),或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








