
汽輪機轉子末(mò)葉(yè)片銷孔加工裝置的設計與研究(上)
2017-7-4 來源:遼寧工業大學 作者:張晚青
摘要:位於汽輪機(jī)轉子各級葉輪的末葉片采用錐型(xíng)銷孔鎖緊結構.由於每兩級葉(yè)輪間的距離最小(xiǎo)可達到 75mm,普(pǔ)通鑽床很難達到鑽孔要求。為了提高(gāo)加工效率,針對目前某公司(sī)的加(jiā)工現狀,設計了一種新型的鑽孔裝置。新型的鑽孔(kǒng)裝(zhuāng)置(zhì)主要由定位與夾(jiá)緊裝置、進(jìn)給裝置、傳動裝(zhuāng)置、平衡裝(zhuāng)置等四部分組成(chéng)。該裝置在(zài)定(dìng)位與夾緊部分的巧妙設計使其在短時間內快速安裝完(wán)畢(bì)。通(tōng)過人工手柄控製(zhì),實(shí)現工作台在 X、Y、Z 方向的移(yí)位。平(píng)衡裝置能夠最大限度減少工人的勞動強度,提高工作效(xiào)率。 該鑽孔裝置利用“螞蟻啃骨(gǔ)頭”的加工方(fāng)式將(jiāng)本身固定在汽輪機轉子上,並對末葉片銷孔(kǒng)進行鑽孔(kǒng)加工。定位機構采用“一麵兩銷”的定(dìng)位方式(shì),即平麵與一個圓形銷和一個削邊(biān)銷配合用以(yǐ)限製裝置相對轉子的位置;夾緊機(jī)構利用快速卡(kǎ)鉗和連接卡鉗與 Z向進給框架的連接架對裝置進行夾緊;進給裝(zhuāng)置(zhì)的作用是通過(guò)對 X、Y、Z 方向手柄的轉動來實現鑽孔裝置(zhì)在這三個方向的(de)調位與進(jìn)給;傳動裝置是采用帶傳(chuán)動的傳動方式以3:1 的傳動比進行動力傳動,以實(shí)現鑽頭(tóu)的主軸轉動;平衡裝置的作用是使鑽孔裝置近似(sì)處於無重力狀態,以確保鑽孔過程能夠平穩的進行。 運用有限元法對鑽孔裝置的(de)部分機構進行了分析,其中(zhōng)包括進給裝置的 Y 向連接架、Z 向進給裝置中連接錐齒輪的軸和梯形絲杠、以及夾緊機構中的(de)連接(jiē)架等,並實施了(le)優化設(shè)計。
關鍵詞:汽(qì)輪機(jī);鑽孔裝(zhuāng)置;快速(sù)夾緊;螺旋傳動;平衡裝置;有(yǒu)限(xiàn)元分析法(fǎ)
1.緒論
1.1 研究(jiū)背景和研究意義
1.1.1 汽輪機的分類及工作原理
汽輪(lún)機是能將蒸汽熱能轉化為機械功的外燃(rán)回轉式原動機,是火電和核電的主要設備之一,用於拖動(dòng)發電機發電來自鍋爐的蒸汽進入汽輪機後,依次經過一係列環形配置的噴嘴和動葉,將蒸汽的熱能轉(zhuǎn)化為汽(qì)輪機轉子旋轉的機械能。它主要用(yòng)作發電用的原動機,也可直接驅動各種泵、風機、壓縮機和船舶螺旋槳等[1]。還可以利用汽輪(lún)機的排汽或中間抽汽滿足生產和生活上的供熱需要。變速汽輪機還用於拖動風機,壓氣機,泵及艦船的螺(luó)旋槳等。在大(dà)型(xíng)火電機組中還用(yòng)於拖動鍋爐給水泵。就凝汽式汽輪(lún)機而言,從鍋爐產生的新蒸汽經由主閥門進入高壓缸,再進入中壓缸,再進入低壓缸,最終進入凝汽器。蒸汽的熱能在汽輪機內消耗,變為蒸汽的動能(néng),然後推動裝有葉片的汽輪機轉子,最終轉化為機械能。除了凝汽式汽輪機,還有背壓式汽輪機和抽汽式(shì)汽輪機(jī),背壓式汽輪機可以理解為沒有低壓缸和凝汽器的凝汽式汽輪機,它的出(chū)口壓力較大,可以提供給供熱係統或其它熱交換係統。抽汽式汽輪機則是(shì)指(zhǐ)在蒸汽流通過程(chéng)中抽取一部分用於供熱和再(zài)熱的汽輪機[2]。

圖 1.1 汽輪機
汽輪機的轉(zhuǎn)子在汽輪機(jī)工作中承載著重要的作(zuò)用,轉子通常用合(hé)金鋼整鍛,並加(jiā)工成型。高壓轉子的一端的軸上安裝超速跳(tiào)閘機構,並安裝上主油泵。在此端還配有調(diào)速器,其連接方式是將(jiāng)剛性聯軸器和長軸對接在(zài)一起。轉子的(de)尺寸均遵循加工圖紙的精度,精加(jiā)工後的轉子需配置上其相應的葉片。為確保轉子的安全(quán)運行,帶著葉片的轉子需要做精確的動平衡試驗(yàn)和(hé)全速(sù)的(de)轉(zhuǎn)動試驗。在轉子工作時,轉子上的工作葉片(piàn)受到蒸汽對其的推動力,在推動力的作用下使其做回轉運動,作回轉運動的部件還包括主油泵,調速器和發電機。在工作時,葉片在高速氣流的(de)推動下,將氣流的動能轉化為葉片的機械能,進而推動葉片所在轉鼓和葉(yè)輪的高速旋轉。一般情況下,葉片的組成包括葉根,葉(yè)頂和(hé)葉型。葉根在葉片轉動時(shí)起到及其重要的作用,葉(yè)片通過葉根連接(jiē)在轉鼓和葉輪上,蒸汽的強大推(tuī)力(lì)將葉片推動(dòng)進行高(gāo)速旋轉。因此,葉根與葉輪的連接牢固程(chéng)度是決定轉子安全(quán)運轉的必要前提(tí),當(dāng)然裝配方便(biàn)和加工(gōng)簡單可以減小工作強度和生產效率[3]。
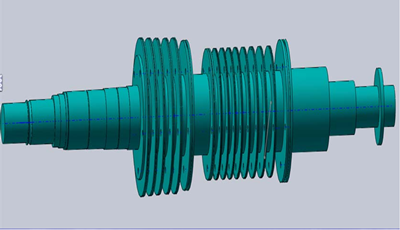
圖 1.2 汽輪機轉子三維圖
葉片的表麵設計為複雜的曲麵,由於汽輪機的工(gōng)作原理是完全(quán)通過葉片(piàn)在高(gāo)速氣流的驅動下工作,從而推(tuī)動轉子的高速轉動。在(zài)這種(zhǒng)高(gāo)溫高(gāo)壓的工作環境下,葉片的工(gōng)作狀態起(qǐ)到了極其重要的作用。這(zhè)種惡劣的工作環境對葉片提出了更高的要求,它不僅僅要求高強度,還要求高抗(kàng)腐(fǔ)蝕性,高抗疲勞性和較高的抗衝擊能力。汽輪機的葉片(piàn)由於長期(qī)處於在高溫高壓(yā)的(de)環境下,所以對其材料的耐高溫性能的(de)要求顯得更加重要。由於(yú)葉片的 T 型葉根是順(shùn)著轉子的主軸上麵(miàn)的末葉窗口滑動到轉子的輪槽中,因(yīn)此,當(dāng)汽輪機的轉子高速旋轉時,會產生強大的離心力,而這些離心力主要作用(yòng)在葉片(piàn)的 T 型根處,而且,每一級的葉輪上的末葉片都處在末葉的窗(chuāng)口(kǒu)的位置。所以,對末葉片(piàn)的葉根鎖緊的牢固與否對轉子的(de)正常工作起到了決定性的(de)作用。要是不采用合理的鎖緊方式,在高速旋轉中(zhōng)產生(shēng)的離心力會造成葉片脫離轉子,可能會產(chǎn)生重大的事故,一方麵機器(qì)會遭受(shòu)損壞,最主要的是可能會致(zhì)使工作(zuò)人員的傷亡。目(mù)前在(zài)汽輪機轉子(zǐ)末葉片上應用(yòng)最廣泛的鎖緊方式(shì)是(shì)錐型銷孔鎖緊方式。這種鎖緊方式的設計不僅使(shǐ)鎖緊牢固的程度加強,同樣可以使其拆卸方便。這樣不僅保障了汽輪機轉子的正常工作,同(tóng)時,保證在葉片受損的情況下,方便拆換。然而在加工過程中發現錐形銷孔加工難度很大,在(zài)這種情(qíng)況下,研(yán)製能夠加工汽輪機轉子末葉片錐形銷孔的鑽孔裝置(zhì),具有重(chóng)大意義[4-6]。
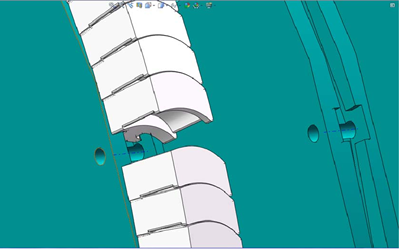
圖 1.3 汽輪機轉子末葉片及銷(xiāo)孔(kǒng)位(wèi)置三維圖
1.1.2 課題來源及其研究意義
本課題來源自錦州汽輪機(jī)有限公(gōng)司汽輪機轉子末葉片錐形銷孔鑽床的改進項目。汽輪機轉子葉片錐形銷孔的(de)加工具有其特殊性,由於葉輪和主軸整鍛為一體,葉(yè)輪之間的距離大小不(bú)同,最(zuì)小的距離僅為(wéi) 75 毫(háo)米,因此(cǐ),這對鑽孔裝置的要求很高,銷孔加工起來也比較困難,一般(bān)的鑽床無法達到要求,這(zhè)就要求(qiú)研製一種特殊的鑽孔裝置對汽輪機(jī)轉子的末葉片銷孔進行加工。
原有的鑽孔裝置裝於普通的車床上,利用車床的溜板箱實(shí)現進給的換向和(hé) X 向與 Z向進給,因(yīn)此(cǐ),鑽削(xuē)末(mò)葉片(piàn)銷孔這道工序的一半以上時間用於鑽孔裝置(zhì)的定位,包括對水平度(dù)的(de)定(dìng)位和垂直度的定位,且加工精度低。新型(xíng)末葉片錐(zhuī)形(xíng)銷孔的鑽孔裝置是將其固定在轉子上進行鑽孔,節省用於定位所需要的大量時間,解決(jué)精度不高帶來的弊端。這台鑽(zuàn)孔裝置的研製不僅降低勞(láo)動(dòng)成本,減輕了(le)工人的勞(láo)動強度,同時,也可縮短整個加工周期,提高生產效率。

圖 1.4 改進前(qián)的鑽孔裝置
1.2 汽(qì)輪機末(mò)葉片鑽孔裝置的相關發展
範萬生[7]將鑽孔工裝首先裝於 DAK65 臥式車床的小刀架上適當壓緊(jǐn)。在裝鑽頭的空心軸內裝上(shàng)檢驗棒用以(yǐ)找正,在(zài) 80mm 長度上,千分表跳動小於 0.03mm,即可壓緊工裝。工(gōng)裝的基木結構和(hé)傳動是:由功率為 0.55kw 的電動(dòng)機帶(dài)動(dòng)皮帶輪,通過一對皮帶輪減速傳動至軸上,再經過三級齒輪減速和傳遞運動到鑽頭上,轉速由電(diàn)動機的 1400r/min減為 60r/min。四個齒輪的模數為 1.5mm。軸兩端采用銅襯套作軸承,支(zhī)承軸的旋轉運動。用擋圈作止推,齒輪齧合部位和軸承套的潤滑采(cǎi)用滴油潤滑。
張文華,張文慶[8]在研製汽輪機轉子末葉片銷孔的加工裝置(zhì)中,使用(yòng)折向鑽對轉子末葉片錐型銷孔進行鑽削。他們把折(shé)向鑽(zuàn)固定在 C630 車床上,利用車床的手柄來實現折向鑽在(zài) Z 向和 X 向的進給。在進行 X 向進給時,同樣向左或向右旋(xuán)動 X 向的手柄,以使折向鑽位(wèi)於 X 向目標位置。在進行 Z 向進給(gěi)時,此時,實現的(de)是折(shé)向鑽的鑽孔過程,向左或向右根據(jù)相應(yīng)的(de)進給(gěi)速度旋動(dòng) Z 向的手柄,直至最後完成整個(gè)鑽孔過程。
目前,大多數的(de)汽輪機廠基本都在(zài)采用類似(sì)上述(shù)的鑽孔裝置,將鑽(zuàn)孔工裝安(ān)裝的車床上,以用來(lái)對汽(qì)輪機轉子末葉片的(de)銷孔進行加(jiā)工。
1.3課題的主要研究(jiū)內容
(1)針對課題,初步(bù)確定各個機構實現其相應功能(néng)的方案(àn)。主要包括鑽(zuàn)孔機構需要通過“螞蟻啃骨頭”的方式將裝置固定在轉子上(shàng),簡化了加工工藝(yì),節省了用於定位所需要的大量時間(jiān),可(kě)以有效(xiào)提高加工效率;由於不同轉子以及同一轉子各級葉輪的錐型銷孔的位置不(bú)同,故采用手輪搖動實現 X、Y、Z 三個方向(xiàng)的進給;通過(guò)平衡裝置來抵消(xiāo)由於自身質量產生的力和(hé)減小力矩等。
(2)鑽孔裝置總體方案的製定。鑽孔機構(gòu)由四部分組成,定(dìng)位與夾緊裝置,進給裝置,傳動裝置和平衡裝置。構成鑽孔機(jī)構的(de)各個部分的有機配合可以(yǐ)使機構更(gèng)好(hǎo)的實現其鑽孔功能。
(3)鑽孔機構各個組成部分詳細方案的擬定,包括鑽孔機構與預加工零件的連接方式以及夾緊方式的設計與相關零件(jiàn)的選型(xíng),進給裝置中傳動方式的選取與相關零部件的選型,鑽孔工裝與電機連接的傳動方(fāng)式的選(xuǎn)擇與電機的選型,平衡裝置的選擇及其與鑽孔機構的連接方式等。
(4)繪製設計裝置工程圖與工作原理圖。繪(huì)製(zhì)零件圖(tú)和 Solid Works 三維圖並對鑽孔裝置進行仿真。
(5)利(lì)用 ANSYS Workbench 有(yǒu)限元分析軟件對(duì)鑽孔機構的部分機構進行強度和剛度分析與校核。通(tōng)過分析,能對鑽孔機(jī)構的結構設計和優化提供依據,以便更好的檢驗設計的合理性。
2 .汽輪機轉子末葉片銷孔(kǒng)新型加工裝(zhuāng)置的總體方案設計
2.1係統技術需求分析
本次設計研究的課題是針對汽輪機的高中壓整體轉子的末葉片銷孔的加工裝置,利用五個平衡孔將加工裝置安裝(zhuāng)在體積和質(zhì)量都巨大的轉子上進行加工。這(zhè)台汽輪機轉子末葉片錐型(xíng)銷孔加工具體的技術方案(àn)和進行結構(gòu)設計之(zhī)前(qián),首先對其(qí)技術需求進行分(fèn)析:
(1)可以較(jiào)大地降低勞動強度
汽輪機轉子末葉片錐型銷孔的原有加工裝置在工作過程中將(jiāng)一半以上(shàng)的時間與工人的勞動強度用於對加工裝置的定位,在新的加工裝置的設計上應采用合理的定位方式來(lái)提高勞動效率,縮短勞動時(shí)間,簡化工作流程。
(2)可以降低裝置的製造成本
采用傳統的機械傳動方式,合理的連接(jiē)方式,以及盡量多的使(shǐ)用標準件,以(yǐ)降低整(zhěng)個的加工裝置的製(zhì)造(zào)成本,使其具有良(liáng)好的實用性和推廣性。
(3)采用較合(hé)理的鑽孔工裝的結構設計
汽輪機轉子末(mò)葉片(piàn)錐型銷孔(kǒng)的所需要設計的加工裝置存在其特殊(shū)性,在轉(zhuǎn)子上分布(bù)著不同(tóng)級別的葉(yè)輪,每兩級葉輪間的距離不完全相等,而葉輪之間的距離最小可達到75mm,一般的鑽孔工裝無法對其進行加工,故(gù)設計合理的(de)鑽(zuàn)孔工裝結構對整個裝置的設計顯得尤為重要。
(4)合理性與可行性分(fèn)析
利用分析軟件對加工裝置的(de)關鍵(jiàn)部件進行合理性與可行性分析,以(yǐ)確保所設(shè)計的(de)加工裝置具有更好的適用性。
2.2 汽輪機轉子末葉片(piàn)銷孔的加工(gōng)現狀
本課題選自某公司,該某公司目前加工汽(qì)輪(lún)機轉子末葉片錐形銷孔采用經改造的普通車(chē)床(chuáng)。將一套鑽具置於 CA6140 車床溜板箱上。其(qí)目的是利用溜板箱把光杠和絲杠(gàng)傳遞過來的螺旋傳動轉化為溜板箱的直線進給。通過溜板箱的直線進給使鑽具做同樣的進給運動。簡而言之,車床在加工過程中是鑽具(jù)的承載者,帶(dài)著鑽具進(jìn)行各方(fāng)向的移動,以完成鑽具在鑽孔過程所需要完成的功能。
溜板箱通常設有以下幾種(zhǒng)機構:接通絲杠傳動的開合螺母機(jī)構。將光杠的運動傳至縱向(xiàng)齒輪齒條和橫向(xiàng)進給絲杠(gàng)的(de)傳動機構,接(jiē)通、斷開和轉換縱橫進給(gěi)的轉換機構,保證機床工作安全的過載保險裝置,絲杠、光杠互鎖機以(yǐ)及控製刀(dāo)架縱、橫向(xiàng)機動進給的操縱機構。溜扳箱上有一個小齒輪。而小齒輪又與床身前下麵的(de)齒條相齧合,可用手(shǒu)轉動溜扳箱手輪,可使床鞍縱向移動。

圖 2.1 車床及溜板箱
2.2.1 汽輪機末葉片銷孔(kǒng)加工裝置的加(jiā)工流程
(1)定(dìng)位鑽孔裝置
將精加(jiā)工後的轉子固定在兩個(gè)三角(jiǎo)架上,三角架座於(yú)水平度較好的地麵。將鑽孔裝(zhuāng)置用吊車將其置於(yú)轉子(zǐ)附近。

圖 2.2 精加(jiā)工後的轉子固定在兩個三角架上
(2)確定水平度與垂(chuí)直度
將鑽孔裝置進行微調,使(shǐ)鑽頭與鑽孔位置重(chóng)合(hé)。首先,調整鑽頭與預加工平麵(miàn)的垂直度。調節垂直度(dù)是通過移動整個鑽孔裝置(zhì)來實現的。將百分表固定(dìng)在鑽孔裝(zhuāng)置(zhì)上進行測量,當測量結果不符合要求時,用撬杠撬(qiào)動(dòng)鑽(zuàn)孔裝置進行微調,直到達到要求為止,一般控製誤(wù)差在 0.05mm 以內。而後,調整鑽頭與鑽孔(kǒng)位置的水(shuǐ)平度。水平度的調節是通過(guò)千斤頂調節轉子來實現的。將鐵(tiě)棒穿在兩(liǎng)相鄰葉(yè)輪的平衡孔(kǒng)上,用千斤頂支撐(chēng)鐵棒來進行調節。

圖 2.3 千斤頂調節轉子水平度(dù)

圖 2.4 用百分表測轉子垂直度

圖 2.5 工人用撬杠撬動鑽孔裝置進行微調
(3)鑽孔
在完成(chéng)校準鑽頭與鑽孔位置後(hòu),連接電源進行鑽孔程序。由電動機帶動皮帶輪,通過 3:1 的(de)一對(duì)皮帶輪減速傳到鑽頭上,來進行鑽孔。

圖 2.6 工人用鑽孔裝(zhuāng)置進(jìn)行鑽孔
由(yóu)於兩葉輪之間的距離小,而葉輪的厚度大,鑽孔的過程無(wú)法一次性順利完成,故在鑽頭加工到它(tā)所能加工的最大深度後,將在鑽孔框架後麵的(de)用來夾緊鑽頭的圓(yuán)形螺母(mǔ)旋(xuán)鬆,而後用卡鉗(qián)將鑽頭拉長至能鑽透葉輪(lún)長(zhǎng)度,再旋緊圓形螺母,接(jiē)通(tōng)電機(jī)的電(diàn)源線,旋動手柄實現進給,進行第二次(cì)鑽削。
在鑽直徑在 9mm 以上(shàng)的(de)孔時,先(xiān)用(yòng)直徑 6mm 的鑽頭鑽孔(kǒng),而後用要求大小的鑽頭鑽削(xuē),由於圖紙要求是(shì)錐形孔(kǒng),用來插入錐形銷,故(gù)最後還有鉸孔(kǒng)的一道程序。而這每一步的實現都不(bú)是一次性完成,都需(xū)要進行第二次鑽削。
由於轉子的長度至少是一個半車床長度(dù),定(dìng)位一次鑽孔裝置無法滿(mǎn)足鑽孔要(yào)求,因此(cǐ)還要重複以上步驟。

圖 2.7 轉子的(de)長度約是 2 個(gè)車床長(zhǎng)度
2.2.2 存在問題(tí)
目前各汽輪機廠所使用的用於加工轉子末葉片錐形銷孔的鑽孔裝置普遍采用齒輪傳動和將(jiāng)鑽孔工裝置於車床上,利用車床(chuáng)的工作台實現四個方向的進給,采用這種加工方式存在如(rú)下問題:
(1)將(jiāng)鑽孔工裝安裝在普通(tōng)的車床(chuáng)上,通過移動(dòng)車床來調節鑽孔裝置相對於轉子的(de)垂直度和水平度,這種加工方式增加了工人的勞動時間和勞動量;
(2)在調節垂直度和水平的過程中,無法保證其加工(gōng)精度;
(3)鑽孔裝置無法一次順利(lì)完成整個鑽孔過程,需要將螺栓擰鬆後用卡鉗將鑽頭拉長到能夠將(jiāng)葉輪鑽透長度,進行第二(èr)次鑽(zuàn)孔加工。
2.3 汽輪機轉子末葉片錐(zhuī)型銷孔新型(xíng)加(jiā)工裝置的總體結(jié)構設計
在實際工作中,通常對汽輪機轉子末葉片銷孔的配鑽精度要求較高,原因是葉片長期處於一種高溫高壓且具有較強的腐蝕性的工作環境中。汽輪機轉子葉(yè)片錐形銷孔的加工具有其特殊性,由於葉輪和主軸整鍛為一體(tǐ),每兩級葉輪之間的距離大小不同,最(zuì)小(xiǎo)的距離僅(jǐn)為 75mm,因此,這對(duì)鑽孔裝置的要求很高,銷孔加工起來也比較困難,一般的鑽床無法達到要求。
某公司原有的鑽孔裝置裝於普通車床上,利用車床的 X、Y、Z 軸(zhóu)充當進給裝置,在車床定位(wèi)時,用吊車進行移位,用撬杠等簡單工具進行微調,因此,鑽削末葉片銷孔這道(dào)工序的一半以(yǐ)上的時(shí)間用於鑽床的定位,且精度低。新型鑽孔(kǒng)裝置的研製(zhì)目的是(shì)對原鑽孔裝置進行優(yōu)化設計,改進後的鑽孔裝置(zhì)可以較大地(dì)提高生產(chǎn)效率。
改進後末葉片錐形銷孔的鑽孔裝置(zhì)采用“螞蟻啃骨(gǔ)頭”的(de)加工(gōng)方式將其(qí)固定(dìng)在轉子上進行鑽孔,節省了用於定位所需要的大量時間,解決了精度不高(gāo)帶來的弊端。這台新型鑽(zuàn)孔(kǒng)裝置的設計,可以減(jiǎn)少(shǎo)勞動成本,縮短整個加工周期,同時可以提高生產效率。
2.3.1 總(zǒng)體結構設計與工作流(liú)程
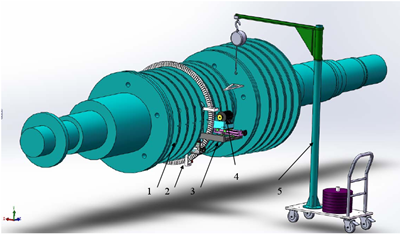
1-轉子 2-定位與夾緊裝置 3-進(jìn)給裝置 4-傳動裝置 5-平衡裝置
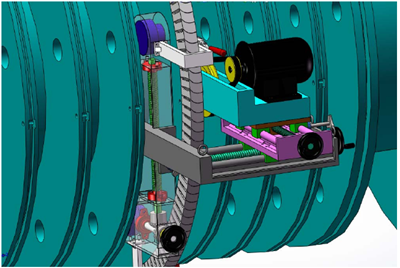
圖 2.8 鑽孔裝置和轉子(zǐ)裝配總(zǒng)圖
該(gāi)鑽孔裝置主要包括定位(wèi)與夾緊裝置,進給裝置,傳動裝置(zhì)和平衡裝置(如圖 2.8所示)。工作(zuò)流程如下:
平(píng)衡裝置吊起鑽孔裝置,以減少工(gōng)作(zuò)人員的工作強度,使鑽頭調節到鑽孔位置高度,並通過轉子上的平衡孔(如圖 2.9 所示)將裝置的定位在轉子上,用快(kuài)速卡鉗將鑽孔(kǒng)裝置與轉子夾緊。調整 Z 向手(shǒu)柄,使鑽頭在 Z 向調節到與劃線位(wèi)置(zhì)的水平位置(zhì)附(fù)近,再調節 X 向手柄,使鑽頭在 X 向調節到劃線位置附近,而後依次調節 Z 向與 X 向,直到(dào)鑽頭隊準劃線位置,再用鎖緊機構將 Z 向和 X 向分別進行鎖(suǒ)緊(jǐn)(如圖 2.11 和圖 2.12),以確保鑽孔過程的順利進行,至此鑽孔的前期工作已經(jīng)完(wán)成。接下來的程序就(jiù)是鑽孔(如圖 2.13 所(suǒ)示)。鑒於存(cún)在兩葉輪之間距離小的情況(如圖 2.14 所示),鑽孔(kǒng)裝置無法一次順利完成整個鑽削過程,將固定鑽頭的(de)螺栓旋鬆後用卡鉗將鑽頭伸長到能夠將葉輪鑽透長度,進行第二次鑽(zuàn)孔,直到完(wán)成通孔鑽削(xuē)為止。而後逐個孔進行鑽削。轉子(zǐ)中的每一級葉(yè)輪(lún)與末(mò)葉片的葉根所需配鑽的數目不(bú)一定相同,這(zhè)需要(yào)按照圖紙的要求進行劃線後配鑽,一般(bān)一個末(mò)葉片配鑽 1 個(gè)、2 個(gè)或 4 個銷孔,那麽一(yī)個葉輪需配鑽 2 個,4個或 8 個銷孔[9-12]。
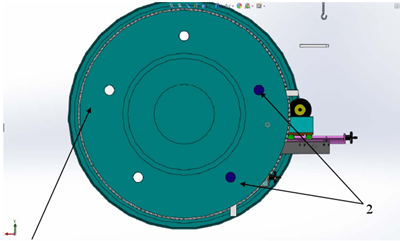
1-轉子上的平衡孔 2-用於固定鑽孔裝置的平衡孔
圖 2.9 轉子上的平衡孔位置
圖(tú) 2.10 鑽孔裝置機(jī)構總圖
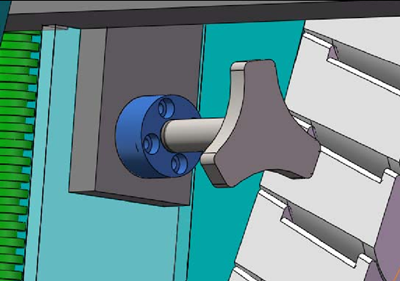
圖 2.11 Z 向梯形(xíng)絲杠(gàng)鎖緊裝(zhuāng)置
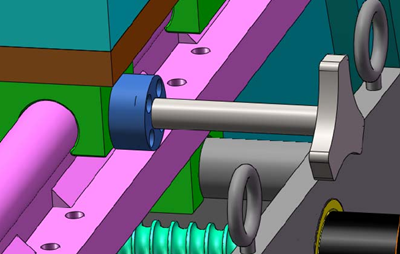
圖 2.12 X 向滾珠絲杠鎖緊裝置
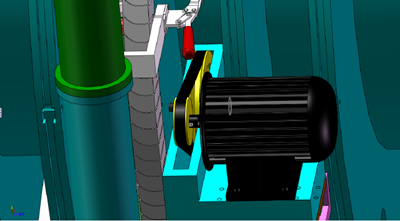
圖 2.13 傳動裝置調節到鑽孔位置
每兩級葉輪之間的距離不完全相同,某些葉輪之間的(de)距離較小,這樣,鑽孔裝置無法一次性完成鑽削,如圖 2.14 所示,用卡鉗將鑽頭(tóu)拉長到已鑽削的(de)長度後,再次(cì)鑽削,而後再觀察能否完成葉輪的(de)通孔鑽削,以此類推,直(zhí)至完(wán)成通孔鑽削。
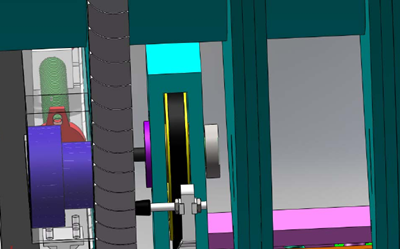
圖 2.14 某些葉輪之間的距離較小
工作流(liú)程圖如圖 2.15 所示(shì)。
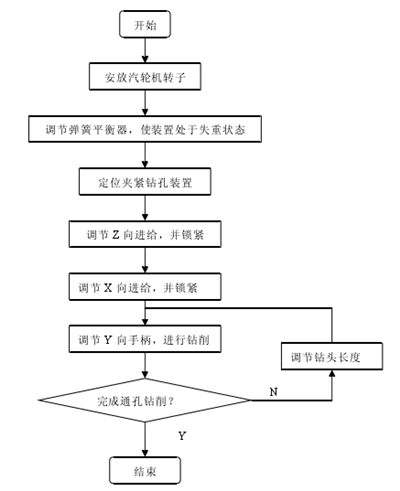
圖 2.15 新(xīn)型(xíng)鑽孔裝置的工作流程圖
2.3.2 鑽孔裝置的機(jī)構設計
由於(yú)被加工件的質(zhì)量和(hé)體積的巨大,用更大的機(jī)床加工程(chéng)序繁瑣,且消耗(hào)大量不必要的生產資源,故新型鑽孔裝置采(cǎi)用“螞蟻啃骨頭(tóu)”的加(jiā)工方式(即將鑽孔裝置固定在工件上進行加工),采用這種加工方式節(jiē)省(shěng)了用(yòng)於定位所需(xū)要的大量時間,解決了精度(dù)不高帶(dài)來的弊端。新型鑽孔裝(zhuāng)置所采用定(dìng)位和夾緊機(jī)構的巧妙設(shè)計,極大的提高了生產效率與加工(gōng)精度[13,14]。
(1)定位與夾緊機構的設計
定位與夾緊機構的設計包括定位機構設計和夾緊機構的設計。定位機構的(de)設計是基於汽(qì)輪機轉子(zǐ)平衡孔的均勻(yún)分布進行設計的。汽輪機的轉子一般分布(bù) 5 或 7 個(gè)平衡孔,利用相鄰(lín)的兩個(gè)平衡孔將鑽孔裝置固定在(zài)轉子上。將銷子分別(bié)穿過鑽孔裝置與平衡孔,在(zài)設計中,為了避免兩個圓銷孔過定位,通常(cháng)利用“一(yī)麵兩銷”的定位(wèi)方式,即(jí)設計定位元件一個為圓(yuán)柱銷,一個為削邊銷。
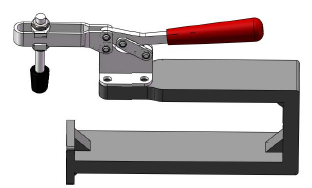
圖 2.16 快速卡鉗和連接架
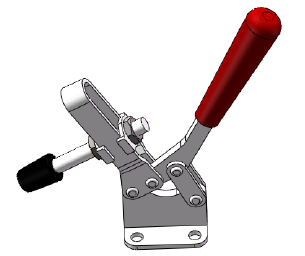
圖 2.17 快速卡鉗打(dǎ)開位置
夾緊機構是將定位好的鑽孔裝置完全固定到轉子上,它的主(zhǔ)要組成部件是快(kuài)速卡鉗和連接架,如圖 2.16 所示(shì),圖 2.16 中的快速卡鉗為鎖死位置(zhì)。快速卡鉗是利用機械連杆機構中的死點原(yuán)理,對預夾緊工件進行的一種快速夾持與打開的一種機構。快(kuài)速卡鉗具有定位準確,裝卸快速,自鎖夾緊的功能。圖 2.17 所(suǒ)示快速卡鉗為打開位置。
(2)進給裝置的設計(jì)
新型鑽孔裝置(zhì)的進給裝(zhuāng)置可以(yǐ)實現 X、Y、Z 方(fāng)向進給,主要包(bāo)括(kuò)螺旋傳(chuán)動副,導軌和連接板等組成。Z 向進給裝置的(de)設計是(shì)在考慮其自身重力的基礎上進行設計的。雖然平衡機構(gòu)能(néng)夠使鑽孔裝置處於無重狀態,但為避免操(cāo)作不當或操(cāo)作失誤所引起的危害,將螺旋傳動副設計為帶自(zì)鎖(suǒ)功能的梯形絲杠副。
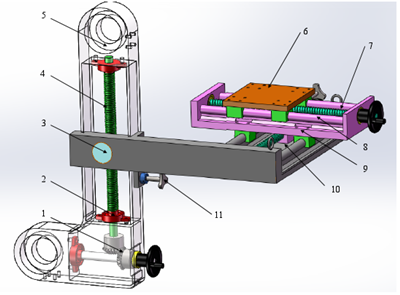
1-傘形錐(zhuī)齒輪 2-帶座軸(zhóu)承 KFL002 3-梯形絲杠螺母及(jí)連接螺母 4-梯形(xíng)絲杠(gàng) 5-Z 向進給框架 6-工作台連接板 7-X 向連接板8-導軌9-滑塊10-Y 向連接板11-鎖緊機構
圖(tú) 2.18 進給裝置結構圖
(3)傳動機構的設計
根據某公司原有的鑽孔設備,該鑽孔裝置的傳動機構同樣采用皮帶傳動的方式,以3:1 的傳動比進行傳動。由電機(jī)帶動主動輪進行轉動,主動輪通過帶與帶輪間的摩擦(cā)力將動力傳動到從動(dòng)輪,而後在從動輪上安裝鑽頭對汽輪機轉子末葉片的銷孔進行配鑽。在現實生活中(zhōng),皮帶輪憑借(jiè)著簡便,高效並且(qiě)可以緩(huǎn)衝,吸振,傳動起來平穩(wěn)無噪音等優點,得到了更加廣泛的使用。因此,本(běn)次設計沿用了原(yuán)鑽孔裝(zhuāng)置的帶傳動機構,如圖2.17 所示。
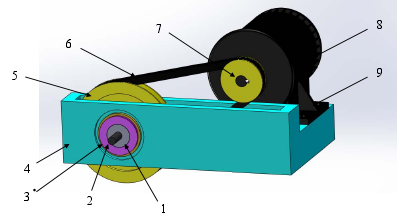
1-鑽(zuàn)頭套(tào) 2-軸套(tào) 3-外軸套 4-連接框架 5-從動輪 6-傳動(dòng)皮帶 7-主動輪 8-電(diàn)機 9-電機安裝架(jià)
圖 2.19 傳動裝置結(jié)構圖
(4)平衡裝置的設計
鑽孔裝置(平衡裝置除外)的(de)自身重量在 50Kg 左右,為保證鑽(zuàn)削過程更加平穩精準,設計一款平衡裝置(zhì),使加工(gōng)過程在無重的狀態下進行。平衡裝置包括小型移動起重機和彈簧平衡器兩部(bù)分。小型移動起重機由橫梁,立柱,車輪和配重片等組成。為防止小型起(qǐ)重機發生側翻,加配重片以使裝置達到受力平衡。
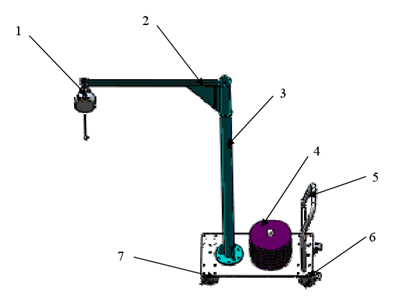
1-彈簧平衡器 2-橫梁 3-立柱4-配重片 5-手柄 6-刹車後輪 7-小車前輪
圖 2.20 平衡裝置結構圖
2.4本章小結
本章節通過分(fèn)析汽(qì)輪機轉子末葉片銷孔加工裝置的技術需求以及對現有鑽孔裝置加工流程及存在問題的分析,對汽輪機轉子末(mò)葉片銷孔加工裝置(zhì)進行了總體結構設計(jì),將設備劃分為定(dìng)位與夾緊裝置、進給裝置,傳動(dòng)裝置和平衡裝置 4 個功能子部分,闡述和分析了各個功能子部(bù)分的工作內容。
投稿箱:
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本(běn)專題(tí)新聞
名企推薦(jiàn)







專題點擊前十
| 更多

