
1 立式五軸(zhóu)數控加工中心的型式
五軸(zhóu)加工因為多了兩個旋轉軸,因而具備(bèi)了一些三軸加(jiā)工所沒有的優點,如生產率較高和較短的設定時(shí)間,而且極適合用於複雜幾何曲麵(miàn)的加工,如渦輪葉片、葉輪和其他高附加值的產品(pǐn)。
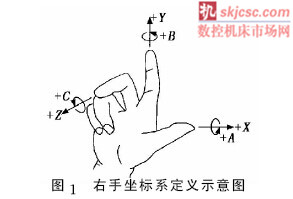
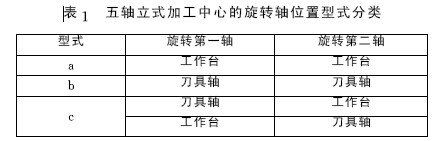
數控加工中心機構(gòu)上的運動(dòng)坐標係通常以右(yòu)手直角(jiǎo)笛卡爾坐(zuò)標係定義:X,Y,Z 三個線性移動軸和(hé)分別繞著X,Y,Z 軸旋轉的A,B,C 軸,線性軸依手指所指方向為正方(fāng)向,旋轉軸(zhóu)依手指指向的順時針為正方向,如(rú)圖(tú)1所示。所以五(wǔ)軸數控加工中心泛指包含3個直線軸及2個旋轉軸,可同時進五軸同步運動加工的機器。因為5軸數控加工中心具備5個自由度,若按旋(xuán)轉軸的(de)旋(xuán)轉方向(xiàng)不同來規劃刀具的切(qiē)削移動方向則可以配置出許多型(xíng)式,見表(biǎo)1。從(cóng)中歸納(nà)出的3種最基本的(de)五軸立式(shì)加工中心的布局如圖(tú)2所(suǒ)示。
因為五軸立式加工中心(xīn)的旋轉軸配置方式不同,故加工特性也不同,應根據加工工件來選擇適當的加工中心,以避免加工困難和精度不夠。不同構型五軸立式加工中心的(de)加工特性如下:
(1)型式a:工作台傾斜型,即兩旋轉軸在工(gōng)作台。①主軸可在X,Y,Z 三軸上作移動,平台在(zài)A,C 軸上可旋轉;②此(cǐ)型式為在一般三軸機器的平台上加裝(zhuāng)傾(qīng)斜與旋轉伺服機構,降低夾具成本,是最經濟的方式,也是應用較普(pǔ)遍的機型;③主軸(zhóu)負載較小、剛性高,可承受重(chóng)切削;④沿C 軸動作,在環形和輪廓外形上有較好的複雜曲麵加工能力;⑤適用於中小型工件加工,因為大型工件需要較大扭(niǔ)矩的旋轉移動平台;⑥實際加工時,隻需沿著Z 軸就能輕(qīng)鬆進退刀(dāo),加工傾斜麵及孔時(shí),可(kě)用三軸加工進行程序設(shè)計,並可用刀具補償功能。
(2)型式b:主軸傾斜型,即兩旋轉軸在刀具軸。
①由主軸頭(tóu)在旋轉(zhuǎn)分度以及傾斜分度的動作來(lái)完成切削加工;②因主軸具有5個自由度,不(bú)適合重(chóng)切削;③適合大型工件加工,如汽車鈑金模具或航天零件(jiàn)。
(3)型式c:工作(zuò)台/主軸傾(qīng)斜型,即兩(liǎng)個旋轉軸分別在刀具軸及工作台,具有3個平移和1個旋轉自由度的主軸及一個(gè)旋轉平台。
 、
、
2 五軸加工特性分析
傳統三軸數控加工中心隻有3個正交的X,Y,Z軸,刀具隻能沿著此三軸(zhóu)做線性平移,而使加工工件幾何形狀受限,而五(wǔ)軸數控加工中心多了2個旋轉軸,在同步運動(dòng)控製下,允許(xǔ)刀具以適當(dāng)的(de)傾斜方向對工件加工,銑刀經由刀軸方向改變而提高(gāo)表麵精度及提升(shēng)加工效率。圖(tú)3為三軸加工中(zhōng)心在凹凸曲麵加工路(lù)徑中出現的幹涉。
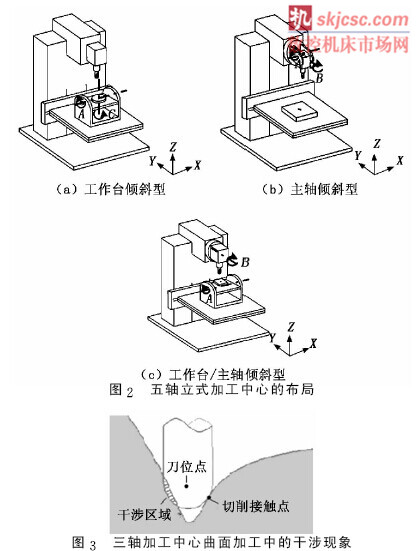
圖4為(wéi)三軸與五軸(zhóu)齒輪加工模式比較。三軸聯動數控機床利用端銑刀銑削加工齒輪時,由於機床無(wú)法旋轉刀具軸向,隻能線性移動加工銑削齒輪表麵(miàn)輪(lún)廓,其表麵加(jiā)工紋理如圖4(a)所示,在齒輪(lún)高速傳動時,兩齒麵間的摩擦會造成齧合運動(dòng)不順暢且噪(zào)聲較大,故該加工方式隻適用於低轉速機械傳動齒輪的加工。采(cǎi)用五軸數控加工中心進行(háng)齒輪銑削加工時,因刀具軸向可根據加工方式改變,也可規劃不同刀具進給方向或可規劃較小的刀具路徑間(jiān)距來滿足需求,可(kě)得到良好的加工結果,所(suǒ)以五軸加工(gōng)較三軸加(jiā)工效果好。
3 結論
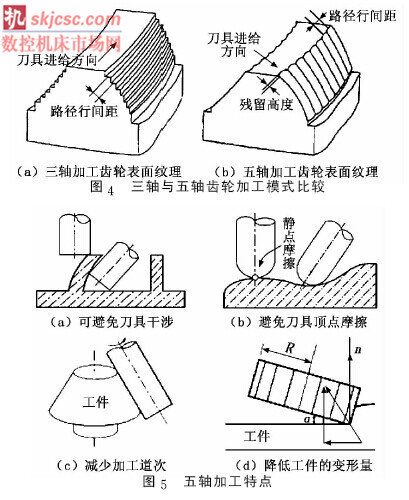
綜上所述,應用五軸加工的特點如下(見圖5):①加工多個斜角倒勾曲麵時,利用旋轉軸直接旋轉(zhuǎn)工件可避免刀具幹涉,並(bìng)節省校正精度的時間;②采用五軸加工方式及刀軸角度變化,可以避免刀具頂點摩擦,延長刀具壽命;③使用刀側切削(xuē)可(kě)減(jiǎn)少加工道次,獲得最佳質量,提升(shēng)加工效能;④當傾斜角很(hěn)大時,可降低工件變形量(liàng);⑤可減少使用各種(zhǒng)成型刀,通常用一般刀具即能完成加(jiā)工。
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








