
加工中心自動換刀控製過程較為複雜,實際使用中故障率較高,因此如何盡快定位故障點,及時掌握CNC、PLC 及換刀輔助機構(gòu)的運行狀態(tài)尤為重要。利用組態軟件開發自動換刀控製組態係統,可以實現(xiàn)該功能。作者選用北(běi)京亞控公司開發的組態王軟件,實(shí)現了對(duì)加工中心鬥(dòu)笠式刀庫(kù)自動換刀動作的(de)動態監控。
具體方法是在電腦中(zhōng)安(ān)裝組態王軟件及S7-200PLC 驅動程序(xù),用通訊線與SINMUMERIK 802D 數控係統(tǒng)內裝PLC ( S7-200) 建立通信連接; 開發自動換刀控製組態係(xì)統,建立控製(zhì)界麵,在組(zǔ)態界麵中(zhōng)設置(zhì)各個控件的屬性,使設置的控件按照自動換刀實際運行(háng)情況動作,從而實時動態監控PLC、刀庫、主軸和其他輔助換刀機(jī)構的動(dòng)作及(jí)PLC 的運行(háng)狀態。具體步驟說明如下:
1 組態王(wáng)軟件與S7-200 PLC 之(zhī)間的通信
( 1) 上位計算(suàn)機與PLC 之間的硬件連接(jiē)將通訊電纜的一端連接到上位計算(suàn)機的串口,另一端與802D 數控係統( S7-200 PLC) 的RS-232C 接(jiē)口X6 連接。通訊電纜接線方法如圖1 所示。

( 2) 組態王軟件及S7-200 PLC 驅動安裝及通訊參(cān)數設定
在上位機中(zhōng)安裝組態王軟件(jiàn)及S7-200 PLC 的設備驅(qū)動程序,並(bìng)正確設(shè)置通訊協(xié)議。S7-200 PLC 的通信協議主(zhǔ)要有PPI 協議、MPI 協議、PROFIBUS 協議和自由口協議等幾種,用戶可以根據硬件實際(jì)配置進行選擇。該組態係(xì)統利用PPI 協議,以建立(lì)S7-200PLC 和組態王軟(ruǎn)件(jiàn)( 上位計算機) 之間的通信。具體方法見(jiàn)下文。
2 鬥笠(lì)式刀庫自(zì)動換刀係統的組態(tài)設計
建立新組態工程的一(yī)般過程是: ( 1) 設計組態係統圖形界麵; ( 2) 定義硬件設備; ( 3) 構(gòu)造數據庫( 定義變量) ; ( 4) 建立(lì)動(dòng)畫連接; ( 5) 運行和調試。
( 1) 工程建立
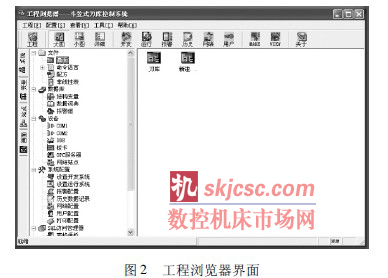
啟動“組(zǔ)態(tài)王”工程管理器,選擇菜單“文件\新建工程”,單擊“下一步”,根據提示依次輸入存放新工程的路徑及新工程名稱“刀庫”,點擊(jī)“完成”後,係統提(tí)示是否將該(gāi)工程作為當前工程,點擊“是”進入(rù)工程瀏覽器界麵(miàn),如圖2 所示。至此完成(chéng)新工程的創建,刀庫自動換刀控製監控畫麵需在開發係統(tǒng)中建立。
( 2) 設(shè)備選擇及通信參數設置
在工程瀏覽器中,點擊左側目錄樹的“係統\設備”,雙擊(jī)“新建”圖標,出現“設備配置向導”對(duì)話框(kuàng),依次選(xuǎn)擇“PLC \ 西門子\ S7-200 係(xì)列\PPI \ 下(xià)一步”,如圖3 所(suǒ)示。“設備配(pèi)置(zhì)向導”對話框中,分別設置(zhì)要安裝設備的邏輯名稱、連接的串口 “COM1”或“COM2”、指定地(dì)址“0”及出現故障時恢複時間間(jiān)隔等參數。然後雙擊左側目錄(lù)樹的 “係統\ 設備\ COM1 或COM2”,對通信參(cān)數進行(háng)設置,如通訊方式、波特率、奇偶檢驗、數據位、停止位等(děng),具體設(shè)置(zhì)如圖4 所示。


( 3) 構造數據庫
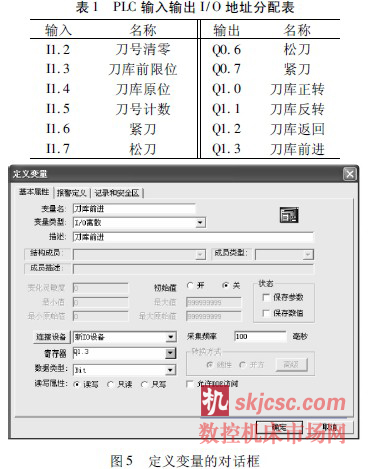
選擇(zé)工程瀏覽器左側目錄樹“數據庫\ 數據(jù)詞典”,在工程瀏覽器右側用鼠標左鍵雙擊“新建”圖標,彈出“定義變量”對話框,根據表1 所示PLC輸入輸出I /O 地址分配表,分別對數據(jù)變量進行定義,如圖(tú)5 所示,並最終完成(chéng)數據庫的構造。
4) 監控(kòng)窗口的設計及動畫連接
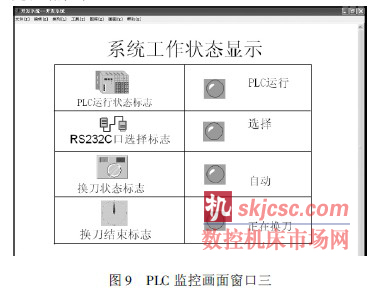
選擇工程瀏覽器左側(cè)目錄樹“文件\ 畫麵”,用鼠標左鍵雙(shuāng)擊右側“新建”圖標,彈出“新畫麵”對話框,輸入(rù)畫麵名稱,建立新的窗口。利用開發(fā)係統中繪圖工(gōng)具(jù)分別繪製圖6 所示刀庫監控畫麵窗口、圖7─9 所示(shì)PLC 監控畫麵窗口,並將窗口內生成圖形對象與數據庫的數據變量之間建立關係,當變量的值改變時,在畫(huà)麵上以圖形對象的動畫效果表示出來。具體(tǐ)步驟(zhòu)限於篇幅,不再詳細說明。
( 5) 運行與(yǔ)調試
在組態王開發係統中選擇“文件\ 切換到(dào)View”菜單命令,進入組態王運行係統。在運行係統中選擇 “畫麵\ 打開”命令,從“打開畫麵”窗(chuāng)口(kǒu)選擇“刀庫”畫麵,即顯示出已開發(fā)完成的加工中心(xīn)鬥笠式刀庫自動換刀動態監控係統畫麵。在加工(gōng)中心上執行自(zì)動換刀命令,調(diào)試並監控動(dòng)作執行狀態。
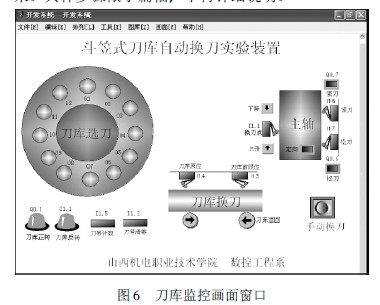
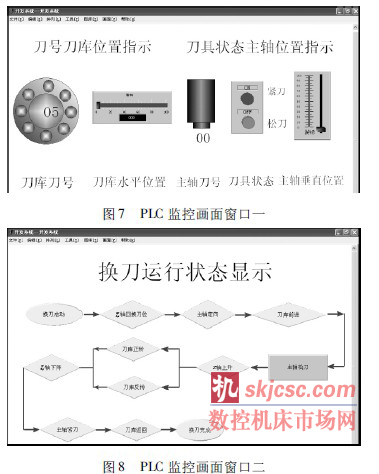
圖6 為刀庫換刀監(jiān)控(kòng)界麵,可以監控刀(dāo)庫選刀 ( 正轉、反轉) 、刀庫運動( 前進、返回) 、刀(dāo)具狀態 ( 主軸緊刀、鬆刀) 、z 軸運動( 上升(shēng)、下降) 等動作的運行。如圖(tú)7 所示(shì),可以監控刀庫換刀位置刀號(hào)、主軸刀(dāo)號(hào)、刀庫當(dāng)前移動位置、刀具鬆緊狀態及主軸位置。如圖8 所示,對整個換刀過程進行監(jiān)控,顯示當前換(huàn)刀動作狀態,圖中為主軸(zhóu)緊刀工作。
如圖9 所示,對係統工作狀態(tài)進行監控,如PLC運(yùn)行狀態、RS232C 接口是否選擇、換刀狀態及換刀是否結(jié)束等(děng)。
3 結束語
該鬥笠(lì)式刀庫自動換刀控製組態係統主要有以下創新點(diǎn):
利用組態軟件實現了對自動換刀(dāo)動(dòng)作的在線監(jiān)控,生動、直觀地展現了換刀動態過程,便於技術維修人員和學生觀察自動換刀機構及(jí)PLC 的運行狀態,盡快定位(wèi)故障點、排(pái)除故障,同時也為廣大職業院校快速高效地開展數控維修(xiū)技術實踐教學,提供了開放、生動的(de)實驗、實訓(xùn)條件。目(mù)前已取得較好的教學(xué)效果。
如(rú)果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作(zuò),歡(huān)迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

