
1 引言
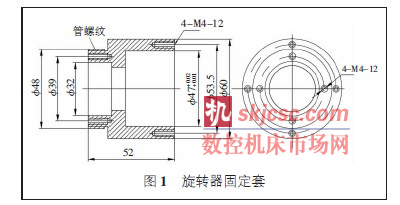
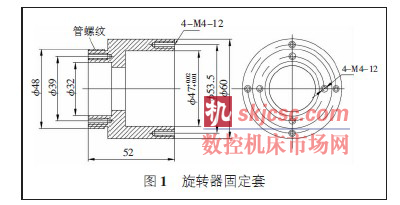
隨著國內汽車市場的發展,各類型自動洗車機正大批量投放市場。圖1 是某自(zì)動洗車機零件旋轉器固定套,該零件材料(liào)采用防潮防(fáng)腐(fǔ)蝕不鏽鋼304(0Cr18Ni19),兩端4 個(gè)M4 加(jiā)長薄壁螺紋盲孔為加工難點。針對零件材料與結(jié)構切削加工特性,工藝上(shàng)采(cǎi)取了(le)係列工藝技術(shù)措施,解決了零件批量加工的難題。
2 技術(shù)措施
不鏽鋼旋轉器固定套上的M4 螺紋盲孔有效長度12mm,為直徑的3 倍,屬小徑螺(luó)紋盲(máng)孔。受不鏽鋼材料加工特性限製,加工時絲錐易崩齒或折斷,目前有效解決這類問題的研究文獻很少,許多(duō)企業一般購買進口專用(yòng)絲錐(zhuī)(國內市場占有量以日本和瑞士(shì)為主),但受實際加工中諸多因素的影響,效果也不理(lǐ)想。我們根據零件結構特性的實(shí)際切削情(qíng)況,參考有限的研究文(wén)獻,得到機攻時易崩齒或折斷的分析結果:不鏽(xiù)鋼冷硬趨勢強,影響螺紋底孔加工質量,加工硬化嚴重;機攻小徑螺紋孔,絲錐(zhuī)強度(dù)差;不鏽鋼塑、韌性(xìng)大,導熱性差,加工變形嚴重;加(jiā)長盲孔排屑困難。
2.1 鑽削小徑螺紋底孔,減少加工硬化
(1)合理設計螺紋底孔尺寸
常規不鏽鋼螺(luó)紋底孔直徑為公稱直徑減去螺距,即鑽頭直徑d=4-0.7=準3.3mm。考慮到旋轉器固定套M4 小(xiǎo)徑加長螺紋盲孔在加工時導(dǎo)熱性能差、熱膨脹係數大,通過工藝試(shì)驗確定鑽頭(tóu)直徑加大0.3mm,即鑽頭直徑選擇準3.6mm。鑽頭直徑加大,提高了鑽頭強度。在該直徑上進行(háng)後續攻絲,牙(yá)型仍然保持完整,也避免了零件擠住絲錐而折斷。
(2)改進(jìn)標準普通高速鋼鑽頭的結構與切削幾何角度
用準(zhǔn)3.6mm 普通標準高(gāo)速鋼(gāng)鑽頭鑽削,由於切削加長(zhǎng)小孔時切向應力大,鑽頭的主後刀麵和副後刀麵對鑽孔底麵和孔壁進(jìn)行摩擦和擠(jǐ)壓嚴重,小孔表麵金屬晶粒發(fā)生扭轉和破碎產生表麵硬化,導致切削阻力增大,鑽頭明顯剛性不足,反彈嚴重,甚至折斷鑽頭。工藝上對鑽頭結構進行了改(gǎi)造,將普通標準鑽(zuàn)頭工作部分(fèn)標準長度40mm 改製成30mm,以加強鑽頭(tóu)剛性。截短後的鑽頭重新按照符合不鏽鋼小徑加長(zhǎng)盲孔的合理的(de)幾何角度刃磨,再配合選(xuǎn)擇合理切削用量、切削液完成底孔加工。
刃磨鑽尖頂角為140°±5°。為提高鑽頭切削部位的強度,頂角角度增大,使鑽屑變窄,排屑流暢,且大的頂角(jiǎo)散熱效(xiào)果好。
刃磨橫刃斜角為50°±5°。頂(dǐng)角增大,鑽頭的橫(héng)變寬,定心效果差,切削阻力增大。修磨時(shí),切削刃與圓柱麵轉
角處還需修磨成圓角,以增加橫刃強度。刃磨橫刃前角為4°±2°。刃磨後(hòu)的橫刃前角切削刃鋒利,軸(zhóu)向阻力(lì)大(dà)大減(jiǎn)少。
刃磨後角為13°±2°。不鏽鋼材料彈性模量小,切屑(xiè)層下的金屬彈性恢複大(dà),尤其加工小徑加長盲(máng)孔,後角(jiǎo)太小會加快鑽頭後刀麵(miàn)的磨損,增加切削溫度(dù),但後角太大,導致鑽(zuàn)頭(tóu)的主切削刃變薄,削弱主切削刃剛性,刀刃散熱差。切削速度選擇:首先從降低切削溫度的基本點(diǎn)出發,高速切削(xuē)將會使切削溫度升高,高的切削溫度加劇螺紋底孔表麵硬化,經生產(chǎn)驗證,切削速度以3.5~4.5m/min,即轉(zhuǎn)速315~400r/min 較為合適。
進給量(liàng)選擇(zé):小徑加長盲孔隻能手動進給,不能自動走刀。小(xiǎo)徑加長盲孔(kǒng)進給量選擇太小將會使刀具在硬化(huà)層內切削,加劇磨損;進給量太大,剛性差,又會使表麵粗糙度變差。手動進給可以靈活變通,及時提起鑽(zuàn)頭進行排屑的同(tóng)時冷卻液注入徹底,有(yǒu)利於切削溫度降低。鑽(zuàn)削時,為降低切削溫度,采用乳化液作為冷(lěng)卻介(jiè)質。
通過采取以上工藝技術措施,螺紋底孔的質量得到了(le)保(bǎo)證,加工硬化(huà)得到了控製,為(wéi)後續機(jī)攻螺紋的順(shùn)利(lì)進行打下了良好的基礎,同時(shí)鑽孔工效也明顯提高(gāo)。
2.2 螺紋盲孔長(zhǎng)度(dù)及絲錐改進
(1)合(hé)理設計螺紋盲孔長(zhǎng)度尺(chǐ)寸
機攻螺紋盲孔絲錐末錐的(de)切削(xuē)部分不(bú)能攻出完整牙型,用普通快換鑽夾頭機攻時,為(wéi)防止絲錐折斷,設計的工藝結構孔(kǒng)見圖2。其中螺尾長度=3×0.7(螺距)≈2,螺紋空白長度=3×0.7(螺距)≈2。為了使絲錐(zhuī)容易開始切削和防止螺紋孔的上下兩圈螺紋牙崩裂,防止螺紋擠壓高於零件端麵,孔口倒角設計(jì)為1×45°(在加工螺紋底(dǐ)孔時完成)。
(2)改進M4 標準普通高速鋼絲錐的結構與幾何(hé)角度
機攻M4 小徑加長(zhǎng)螺紋盲孔切向應力大,普通標準高速鋼絲錐的剛性尤顯不足,易崩齒或折斷。工藝上對絲錐結構進行了改製,將普通標準高速鋼(gāng)絲錐工作部分截短至零件螺紋所需長度。截短後的絲錐重新按照符合不鏽鋼小徑加長螺(luó)紋盲孔的合理的幾何角度刃磨,再配合選擇合理切削用量、切削液(yè),完成螺紋加工。
刃(rèn)磨切削錐(zhuī)角,切削(xuē)錐角按20°(≈2 牙)。切削錐角過大,切削部分短(duǎn),切削厚度增加(jiā),分布在每個刀齒上的切削負荷加(jiā)重,易崩齒或折斷,切削(xuē)錐角過小會因校準部分有倒(dǎo)錐,使後端直徑減(jiǎn)少,校準部分短,螺紋直徑減短,導(dǎo)致零件尺寸不(bú)合格.
刃磨(mó)後角12°±5°是根據零件材(cái)料與螺紋規格確定的角(jiǎo)度值,可以減少絲(sī)錐後麵與不(bú)鏽鋼的摩擦,降低切削熱的(de)產生。如果過大(dà),降低刀齒強度,並(bìng)在退刀時容易(yì)產生切屑塞進(jìn)絲錐後角內的現象,易崩齒,且攻出(chū)的螺紋光潔度不佳。
根據小徑加長不鏽鋼(gāng)螺紋盲孔結構特性,切削速度選取0.6~1m/min,即轉速可達50~80r/min。為降低切削溫度,切削(xuē)液采用動物油(yóu)。
3 工藝技術措施
3.1 設計(jì)專用鑽模
從零件結(jié)構分析,4-M4 螺紋孔的位置度為自由公(gōng)差,用通用萬能分度夾具即可保證,設計(jì)了專用鑽模夾具,以提高(gāo)工藝位置精度(dù),防(fáng)止(zhǐ)攻製螺紋時絲錐位置偏斜而產生(shēng)破壁,同(tóng)時也適於批量加工。
設計鑽模時,鑽模(mó)板設計結構(gòu)采取了分度式快速拆裝的(de)形式,即零件在鑽模中定(dìng)位固定,先(xiān)確定鑽頭(tóu)與(yǔ)零件孔的位置,端麵鑽1 個淺孔並鎖定鑽床主軸,再(zài)拆掉鑽模板(bǎn),零件仍保持固定(dìng)在鑽模上的正確位置(一批零件隻需用鑽(zuàn)模板定位(wèi)一次即可)。在加工(gōng)完成零件端麵的4 個螺紋底孔後,接著使用快換鑽夾(jiá)頭機攻螺紋。
3.2 相關(guān)工序預防(fáng)配套
見圖1,M4 螺紋孔處於薄壁(bì)劣勢位置,加工左端準32內圓柱(zhù)麵、管螺紋與右端準47、準60 內外圓柱麵產生的加工硬化層(céng)有延伸到螺紋孔位(wèi)置的趨勢,因(yīn)此在加工這些型麵相(xiàng)關工序時,也必須采取防(fáng)止加工硬化的工藝配套措施,減少M4 小徑加長螺紋(wén)盲孔的加工障礙(ài)。
通(tōng)過(guò)以上工藝措施和切削性能的反複生產驗證,解決(jué)了批量機攻M4 小徑薄壁螺紋盲孔的加工難題,目前(qián)旋轉器(qì)固定套生產加工已上批量。
如(rú)果(guǒ)您(nín)有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱(xiāng):skjcsc@vip.sina.com






馬")

