
引(yǐn)言
曲軸類零件作為發動機的關鍵零部件,對發動機整機性能有十分關鍵的影響,根據設計要求,除滿足較高(gāo)的製造精度外,其表麵質(zhì)量、清潔度也很重要,可大幅(fú)度(dù)提高曲軸的使用性能和(hé)壽命,降低市場咬瓦、斷軸等故(gù)障的發生。目前,對於曲軸( 包括進口曲軸及國內引進先(xiān)進加工設備的高檔生產線) 的表麵光整(zhěng)問題,沒有一種高效全麵的加工方法,這是當前實際(jì)生產中的技術難(nán)題。國(guó)內外大中型曲軸主要光整工藝,仍(réng)是采用砂帶拋光和手工打磨等形式(shì),受工(gōng)藝手段限製,其加工質量、效率和(hé)成本均不理想。
本文以某廠滾磨工藝在(zài)實際生產中(zhōng)的應(yīng)用實例,著重就滾磨(mó)加工原理、不同滾磨工藝的特點及適(shì)用(yòng)零件、磨料、工作(zuò)介質( 磨液) 、工藝參數優化等進行闡述,並通過實際曲軸滾磨工(gōng)藝實施前後的對比,詳(xiáng)細(xì)的(de)論述了滾磨(mó)的相關工藝要點。
1 曲軸滾磨光整工作機理及(jí)特點
滾磨光整加工技術(shù)應用於發動機曲軸,可以(yǐ)使其表麵質量、清潔度、防鏽性能等(děng)大幅度(dù)提(tí)高,其主要工作原理是: 由顆粒(lì)狀磨料和多功能磨液以及水組成磨具,磨具在料(liào)箱中做複雜的自由運動,將工件沉沒於磨(mó)具之中旋轉運動,工件與磨具以一定的相對速度和作用力發生摩擦、擠壓、刻劃和微量切削,以達到表麵質量(liàng)的提高。尤其對曲軸而言,由於結構複雜人工去除毛刺困難,幾(jǐ)乎(hū)無法通過常(cháng)規工藝手段得(dé)到比較完美的外觀(guān)質量,而滾磨光整技術卻可以十分有效的解決此問題。
滾磨光整加工技術的具體效果和(hé)主要特點包括:
a. 能較全麵地去除毛刺、圓化尖角銳邊。
b. 能去除手工(gōng)無法去除( 如曲軸線板部(bù)位、鍛造結構(gòu)R 部位) 的鏽蝕、氧化(huà)層和改善缺陷,使表(biǎo)麵光亮奪(duó)目柔和。
c. 能有(yǒu)效提(tí)高曲軸清潔度、顆粒度,工藝過程相對穩定。
d. 細化(huà)表麵組織,提高軸頸表麵殘餘壓應(yīng)力的數值(zhí)。
e. 改善裝配性,提高可靠性和使用壽命,降低市場(chǎng)咬瓦、斷軸等故障(zhàng)率。
2.滾磨加工的幾(jǐ)種典型形式(shì)及特點(diǎn)
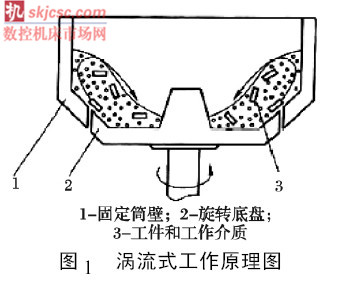
a. 渦流式。加工前將磨料裝入滾筒內,加工中將工(gōng)件和工作介質( 磨液) 加入滾筒,在旋轉(zhuǎn)底盤的帶動下,滾筒中(zhōng)的(de)工件和(hé)工作介質在離心力的作用(yòng)下,延筒壁爬(pá)高,當(dāng)達到一定高度(dù)時下落(luò)到滾(gǔn)筒中間底部,這一過程(chéng)重複發生,使工件和工作介質產生螺旋狀的渦流運動,從而在工件被加工表(biǎo)麵(miàn)與磨料(liào)件產生相對運動,工(gōng)件被均勻地拋光、倒角、去毛(máo)刺。從(cóng)該工藝的特點分析(xī),比(bǐ)較適合小件的光整加工,對大件如曲軸不適合。圖1 是渦流式滾磨(mó)機工作原理圖。
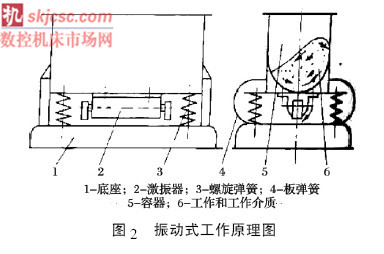
b. 振動式。主要靠容器在特定的頻率和振幅下
振動時(shí),工件和磨料(liào)件產生碰撞、滾壓和微量(liàng)磨(mó)削,從而達到拋光的目的。振動(dòng)式(shì)主要應用於中小件的光整加工,加工質量好、加工效率高,但因振動(dòng)產生的噪(zào)音比較大,因振動衝(chōng)擊對曲軸主要幾何尺寸如跳動(dòng)、中心距等造成破壞,因此,該工藝對曲軸不適用。圖2 是振動式滾磨(mó)機工(gōng)作原理圖。
c. 離心式。是將工件、磨料和(hé)工作介質按一定比例加入密閉滾筒中,滾(gǔn)筒作行星運動,在慣性力的(de)作用下,工作介質產生強製流動,使磨料與被加工表麵產生滾壓、微量磨削,實現拋光。主要應用於中小件另外工件在(zài)光整(zhěng)過程中有較大的衝擊力,因此不適用(yòng)於曲軸光整加工。
d. 主軸式。是將工件安裝(zhuāng)在工(gōng)作主軸上,加工時放置在有磨料和工作介質的容器(qì)中,加工時主軸作旋轉,容(róng)器也作旋轉或上下(xià)往複運動,使磨料與被加工件表麵(miàn)產生碰撞(zhuàng)、滾壓、和微量磨削,實現拋光、去毛刺和倒楞。主軸旋(xuán)轉時可作公轉、擺動和往(wǎng)複運動,使滾磨效果更好,此(cǐ)工藝(yì)工件獨立安裝定位,在光整加工(gōng)過程中衝(chōng)擊力小(xiǎo),適(shì)合於曲軸的光整加工。
3 磨(mó)粒的種類及特點
a. 磨粒的種類
磨粒按工作原理分兩大種(zhǒng)類,一類是剛玉磨(mó)料,這類磨料通過工件與磨料的相對運動,直接(jiē)參與切削,因此,磨料的性(xìng)能與砂輪接近,一般采用棕剛玉、白剛玉,材料價格低、磨粒鋒利、硬度低,有利於在低速的(de)條件下更有效的去除銳邊、毛刺,同(tóng)時又不傷害(hài)到淬硬的軸頸表麵。另一類是尼龍球或塑料球(qiú),其本身並(bìng)不參與切削,而是(shì)借助於黏附於其表麵的磨液中(zhōng)的磨料和其他化學物品對曲(qǔ)軸進行光(guāng)整。
b. 磨粒的硬度
對於剛玉類(lèi)磨削球來(lái)說,一般采用硬度比較低的棕剛玉、白剛玉,因其可有效減少對已經精加工的軸頸表麵的(de)破壞,而(ér)對於實際起到磨料載體的尼龍(lóng)球或塑料(liào)球來說,其本身的硬度並不重要,而隻是起到一個載體的作用,依靠自身(shēn)的重量提供足夠的摩(mó)擦、切削力(lì)。
c. 磨料的形狀(zhuàng)
要解決曲軸各部(bù)位圓角(jiǎo)部分是光整加工的目標之一,因此選擇磨塊的形狀和(hé)尺寸大小也是(shì)很重要的(de),先(xiān)後試驗(yàn)過球形、正菱形、小圓柱體等多種形狀,最後選用了(le)一種Φ3 mm 小球體的形狀,效果較(jiào)好。
4 磨液的種類和特點
a. 四氯化碳類磨液。
這類磨液具有比較鋒利的磨削效果,顆粒比較細也比較均(jun1)勻,因此,光整(zhěng)後能夠得到比較好的(de)表麵粗糙度。同(tóng)時,由於四氯化(huà)碳具有表(biǎo)麵(miàn)鈍(dùn)化作用,在曲軸表麵能夠形成保護氧化層,對提(tí)高曲軸的表麵外觀質量、以(yǐ)及(jí)提高曲軸的防鏽性能(néng)起到良好(hǎo)的(de)作用,但其本身帶(dài)有毒副作用,因此對環境及操作者(zhě)均帶來傷害,目前已逐步淘汰。
b. 滾磨光整專用磨液,該(gāi)磨液考慮光整加工中需(xū)要達到(dào)的各方麵(miàn)因素,因此,在切削性能保持不變的情況下,能有(yǒu)效提高光整加工的效(xiào)率,提高工(gōng)作節拍,達到更為理想(xiǎng)的光(guāng)整效果(guǒ),同時,對環境及操作人員(yuán)的傷害降低到最(zuì)小。
5 曲軸滾磨光整案例
考慮到曲軸本身剛性(xìng)不足,工件(jiàn)加(jiā)工尺寸又較大,在拋(pāo)光過程(chéng)中不能破壞跳動、中心距、軸頸尺寸(cùn),同時考慮到曲軸(zhóu)在加工過程對於沿軸線方向(xiàng)的加工均勻(yún)性,本方案采用了立(lì)式行星曲軸滾磨工藝,每次安裝2 支曲軸同時滾(gǔn)磨光整。采用立式行星曲軸滾磨設備,還便於集中布置在生產線中。
5.2 設備結構及工作原理
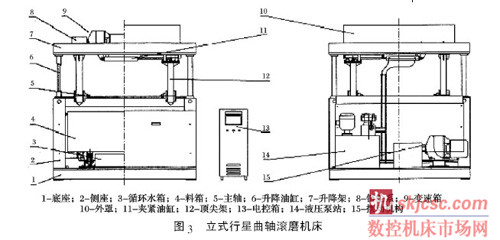
立式曲軸滾磨(mó)機(jī)床見(jiàn)圖3,曲軸水平放置(zhì)裝夾在主軸和頂尖間,由升降機構帶動,插入料箱磨料(liào)中,主軸帶動工件旋轉。而料箱帶動磨料(liào)、磨液( 水溶液) 作線性往複運動,從而使(shǐ)磨料與工件表麵產(chǎn)生擠壓、磨擦等,實現對工件的微切削高效(xiào)加工,並(bìng)通過回轉和往複運動不同的速度組合,使曲軸不同部位的不同形狀均獲得均勻的光整(zhěng),以獲得曲軸整體表麵最佳的光整效果(guǒ)。
5.3 技術規格(gé)
滾磨設備技術規格見表2。

5.4 相關工藝參數
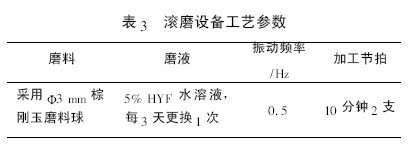
滾磨設備(bèi)相關工藝參(cān)數見表3。
5.5 滾磨光整工(gōng)藝效果
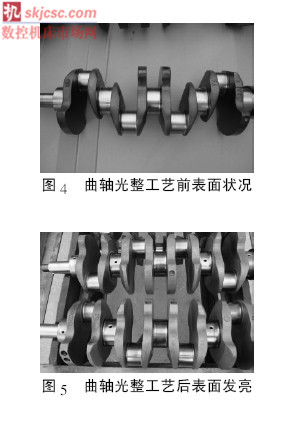
a. 曲軸外(wài)麵毛刺、銳邊情況
降低了軸(zhóu)頸表麵粗糙度(dù),能夠(gòu)穩定達到![]() 0.15~0.25μm( 圖紙要求
0.15~0.25μm( 圖紙要求![]() 0.32μm) ,曲軸外觀所有棱邊光滑(huá)無毛刺,同時由於非加(jiā)工麵(miàn)滾磨後有鈍化作用,因此,與未進行整體拋光(guāng)曲軸有明(míng)顯的改善,外觀明顯光亮順(shùn)滑,見圖(tú)4,圖5。
0.32μm) ,曲軸外觀所有棱邊光滑(huá)無毛刺,同時由於非加(jiā)工麵(miàn)滾磨後有鈍化作用,因此,與未進行整體拋光(guāng)曲軸有明(míng)顯的改善,外觀明顯光亮順(shùn)滑,見圖(tú)4,圖5。
b. 清潔度情(qíng)況
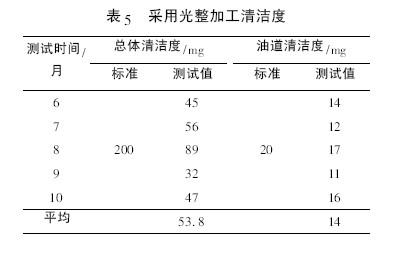
未采取光整工(gōng)藝時清潔度(dù)不穩定,采用光整工藝後,曲軸整體清潔度已達到(dào)要求,並從連續跟蹤的情況分析,十分穩定,見表4、表5。
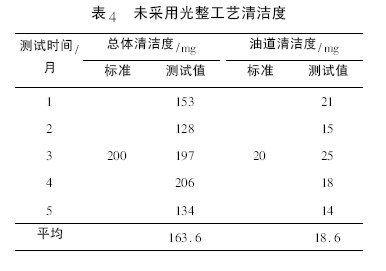
根據上(shàng)表(biǎo),采(cǎi)用光整工藝後總體清潔度降低67.1%,油道清潔度降低24.7%。
c. 曲軸鏽蝕(shí)情(qíng)況
加工後采取整體拋(pāo)光工藝(yì),使曲軸表麵光滑(huá)、表麵(miàn)鈍化,延長了曲軸的防鏽期。為確(què)定曲軸滾磨後提(tí)高防鏽性能的效果,在(zài)2010年的6月10日(rì)(6,7,8 月正是雨季,空氣(qì)比較(jiào)潮濕) 做了曲(qǔ)軸(zhóu)裸放試驗,共挑選4 根噴(pēn)丸效果最佳(jiā)的550 曲軸廢品( 經過滾磨加工和未經過滾磨加工各2 支) ,然後將曲軸架起來(lái)放在通風良好、不(bú)會被雨淋的環境裏,定期去觀(guān)察,結果(guǒ)如下:
a. 未(wèi)經光整加工的2 根曲軸分別在7月6日、7月7日( 分別為第26天、第27天) 開始在軸頸上出(chū)現鏽(xiù)點(diǎn),非加工麵也開始出現鏽跡。
b. 經光整加工的曲軸在(zài)7月14日、7月16日( 分別為34 天、36 天(tiān)) 開始在非加工(gōng)麵上有鏽蝕(shí)現象。
曲軸防鏽性能(néng)提高量計算:
( 34-26)÷26×100% = 30.8%
( 36-27)÷27×100% = 33.3%
由此可以得出結論: 經過整體拋光的曲軸防鏽性能可以提高約30%。
6 結(jié)束語
曲軸滾磨光整加工工藝,是提高曲軸表(biǎo)麵質量、清潔度(dù)及防鏽性能的有效途(tú)徑,該工藝已比較成熟,具(jù)有投資成(chéng)本低、材料消耗少、加工效率高及光整效果明(míng)顯的特點,值得在曲軸加工中推廣。在該工藝的使用過程中,根據需要光整的(de)曲軸產品係(xì)列,要選擇(zé)合適的光整設備、磨料、磨液,並根據自(zì)身曲軸的特點,通過不斷試(shì)驗,優化光整工(gōng)藝各環(huán)節參數,來取得最好的效果。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

