
四川長征機床集團有限公司生產的首台GLDC4000 動梁(liáng)龍門移動(dòng)複合加工中心為重型機床(chuáng),其滑板靜壓導(dǎo)軌采用的(de)是黃銅導軌板結構,在(zài)實際加工及(jí)裝配調試過程中,發現黃(huáng)銅導軌板加工複雜(zá),刮(guā)研工作(zuò)量大;滑板反複吊裝困(kùn)難(nán);生產周期長等問題。於是在接下來的GLF4000 雙龍門加工中(zhōng)心設計中,決定將(jiāng)滑板靜壓導軌結構改(gǎi)進設計(jì)為耐磨塗層和貼塑相結合的方式。
導軌耐磨塗層是以環(huán)氧樹脂和二硫化鉬為基體,加入增塑劑,混合成液狀或膏狀為一組份和固化劑為另一(yī)組份的雙組分(fèn)塑料塗層。為增加耐磨塗層的(de)接(jiē)觸麵積,需將動導軌麵進行粗加工,一般用梳刨刀在接觸麵加工出鋸齒形。減磨塗層具有以下特點:
(1)複(fù)印成型,精度好;
(2)製造周期短(duǎn);
(3)良好的摩(mó)擦性,摩擦係數成正斜率——防爬行好;
(4)耐磨性好,摩擦副合理,軟硬相配,抗擦傷性好;
(5)塗層與金屬的結合力強(qiáng),附著性好;
(6)良好的加工性,可經車、銑、刨、鑽、磨削和刮削。
導軌貼塑(sù)是將聚四(sì)氟乙烯導軌軟帶等特製的複合工程塑料帶直(zhí)接粘貼在(zài)動(dòng)導軌上,動導軌在貼塑前貼合麵須精加工平整,以使貼塑帶與導軌粘貼更好。導軌貼塑具(jù)有以下特點:
(1)摩擦性能好;
(2)耐(nài)磨特性好;
(3)減振性好;
(4)工藝性能好(hǎo)。
1 改進方案
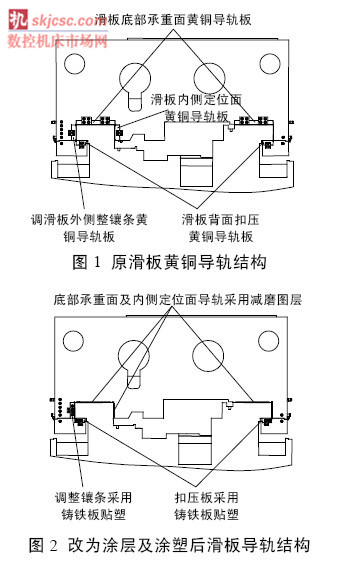
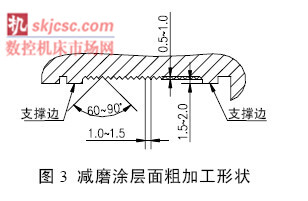
滑板底部承重麵黃銅導軌板及一邊內側麵定位黃銅(tóng)導軌板不起調整作用,與滑板是固定連(lián)接在一(yī)起的,故這幾處的黃銅(tóng)導軌板可以去掉(diào),在相應位置采用(yòng)減磨塗層(céng)替代(dài),而(ér)側麵的鑲條黃銅導軌(guǐ)板及背麵的扣壓黃銅導軌板因(yīn)需要調整間隙,相對於滑板來說需要能夠移動調(diào)整,以使(shǐ)導軌間(jiān)隙達到最佳要求,故這幾處的黃銅導(dǎo)軌板改為鑄鐵板貼塑的方式(如圖1、圖2 所(suǒ)示)。這樣改進的(de)好處(chù)是(shì)減少了刮研量和(hé)反複起吊滑板的(de)工作(zuò)量。滑板底部承(chéng)重(chóng)麵和內側定位麵減磨塗層一次成型,若成型得好,幾乎不(bú)用刮研(即(jí)時局部需再刮研也是很少的刮研量),尤其是滑板底部承重麵接觸麵積大,采用黃銅(tóng)導軌板刮研量相當大(dà),且刮(guā)研時需吊(diào)起滑板。外側調整鑲條和背麵扣壓板改為貼塑之後(hòu),也使得刮(guā)研工作強度大大降低,塑料刮研比起銅板刮研(yán)要輕鬆許(xǔ)多(duō)。
2 導軌減磨塗(tú)層的工藝
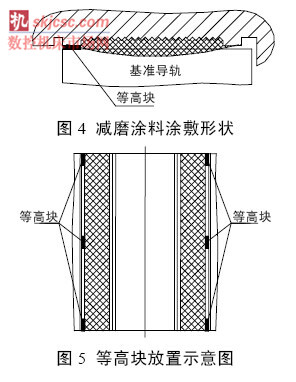
(1)導軌塗層的工件製備:在塗敷前將滑板需塗層的導軌麵進行(háng)粗加工,用梳刨刀在基麵加工出(圖3)所示的(de)形(xíng)式,兩側(cè)留有支撐邊(biān),支撐邊用以承受滑板壓合時支撐重力的作用和控製(zhì)塗層厚度的作用(yòng);床身(shēn)導軌(guǐ)精加工好後,將其(qí)水平調(diào)整到裝配精度要求,並將床身與(yǔ)地(dì)腳固定好。
(2)塗層前工件的清洗及準備:將加工好(hǎo)的(de)滑板導軌麵去除毛(máo)刺,並用清洗(xǐ)劑(如丙酮)清洗滑板和床身導軌麵上的汙物,清洗至擦不出任何汙物為止。然後在床(chuáng)身導軌上(shàng)塗敷1%的脫模劑(如有機玻璃丙酮溶液),要(yào)求塗敷均勻光整。在床身和滑(huá)板上塗層有(yǒu)可能溢到的地方也塗上脫模劑,但切忌將脫模劑塗到滑板待塗層的麵上。
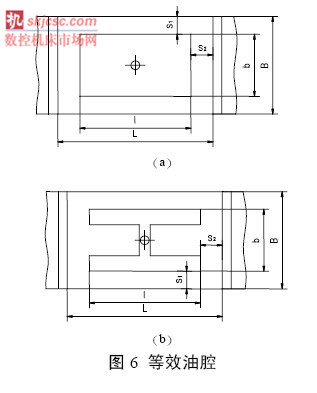
(3)塗層施工與定位:計算需要塗層的體積(jī),以此確定出塗層用量,並(bìng)將塗層(céng)料按一定比例混合並調和均勻。將滑(huá)板吊至地麵並使(shǐ)其導軌麵朝上。逐層用減磨塗料塗敷到導軌麵上,塗層(céng)的兩端要高出支撐邊約0.5 mm,塗層應刷成微弧型麵,以便於壓緊時塗層的流淌(如圖(tú)4 所示)。控製壓(yā)合前塗料的時間(jiān)不超過1 小時。減磨塗層塗好後,在滑板承重麵的支撐邊和內側定位(wèi)麵支撐邊均布放置1 mm 厚等高塊(如圖5 所示),可以用粘結劑使其與支撐邊粘貼好(hǎo),然後將滑板翻轉(zhuǎn)吊過來,放到床身導(dǎo)軌上扣合。滑板自(zì)身重力(lì)可保證承重麵充分壓緊,而內側(cè)定位麵則需另外用(yòng)工裝將滑板往床身外側頂拉,使側定位麵也與床身導軌側(cè)麵充(chōng)分(fèn)壓緊。扣合好後,固化時間不低於24 小時。在等高塊的作用下,固(gù)化好後的(de)塗層導軌麵高於支撐金屬麵1 mm,可(kě)以保證運行(háng)時無金屬接觸摩擦。
(4)起模(mó)加工:經扣合24 小時固化後,吊起滑板翻轉過來,檢查塗(tú)層麵有無空洞等缺(quē)陷,並將塗層導軌周邊扣合時滲出的(de)殘留餘料(liào)清理幹(gàn)淨。然(rán)後將(jiāng)滑板運至龍門銑床(chuáng)按設計圖紙加工出靜壓油槽。
(5)刮研:油槽加工好後,將滑板(bǎn)再放到床身上與床身導軌進行合研,用鏟刀(dāo)輕刮塗層麵即可,不需多大(dà)力氣。經實踐證明,滑板塗層導軌麵(miàn)起模後光潔度較高,少量的刮研後(hòu)即可合研至精度要求。
3 導軌貼塑的工藝
(1)貼塑前的工件製備:貼塑前將貼塑麵精加工至要求尺寸,表麵粗糙度應達到Ra 6.3以上,以使貼塑(sù)塊與金屬麵(miàn)粘貼(tiē)更牢固。因貼塑塊(kuài)在貼合好後表麵需加工一刀使其平整,加工量約為0.2 mm,最後刮研(yán)的時候又(yòu)需刮去約0.1 mm 的厚度。故若采用2 mm 的貼塑塊,最後經加工(gōng)刮研後貼塑塊剩餘厚約為2 mm-0.2mm-0.1 mm=1.7 mm;導軌貼塑前厚度尺寸=導軌最終厚度-貼(tiē)塑塊剩餘厚度。如滑板側麵鑲條導軌和背麵扣壓導軌大端尺寸為30 mm,則(zé)貼(tiē)塑前應加工至30 mm-1.7 mm=28.3 mm。
(2)貼塑塊粘貼:在粘貼貼塑塊之前同樣需對導軌粘貼(tiē)金屬麵進行清理和清洗,然後用(yòng)強力粘(zhān)結劑將貼塑塊粘貼到金(jīn)屬麵上,粘貼好後用工裝(zhuāng)將貼塑塊壓緊在(zài)導軌麵上並保持固化時間24 小時(shí)以上。
(3)貼塑塊表麵(miàn)加工與開油槽:先將(jiāng)導軌(guǐ)貼塑塊表麵用磨床(chuáng)磨去0.2 mm,使其平整,然後用銑床加工出油(yóu)槽(cáo),油槽深度為0.8 mm。加工油槽(cáo)的時候,切忌將油槽銑穿至金屬(shǔ)麵,因油槽銑穿後,在長期使用中會使油慢慢浸入貼塑塊(kuài)粘(zhān)貼麵,造成貼(tiē)塑塊的脫落。
(4)刮研:將加工(gōng)好的貼塑導軌與床身合研,因貼塑導軌板屬於(yú)可調整的鑲條導軌板,與滑板能夠(gòu)拆離,故合研時不需頻繁翻轉(zhuǎn)起吊滑(huá)板,隻需將鑲條嵌入滑板與床身導軌之間合研,然後取出刮研,貼塑塊刮研也比銅導軌板輕鬆容易得多,反複多次輕刮至合研精度要求為止。
4 靜(jìng)壓油槽結構設計(jì)
(1)等效油腔
靜壓(yā)導軌的(de)油腔分(fèn)為油腔式及油槽式兩(liǎng)種。具有同樣輪廓尺寸B、L 的油墊支撐(chēng),隻要油(yóu)腔外圍的輪廓尺寸b、l 相同,則油腔具(jù)有(yǒu)等效(xiào)的有效承載麵積(如圖6 所示)。
(2)油腔形式及尺寸的設計
①油腔應(yīng)有足夠的初始托(tuō)舉(jǔ)力所謂(wèi)初始托舉力,是指油泵剛啟動而支撐尚未浮(fú)起時的靜壓(yā)推(tuī)力。如果導軌(guǐ)麵之間貼合(hé)非常緊密,則油液隻能充滿油腔的挖空部分,此時的承載麵積遠(yuǎn)小於有效承載麵積Ae:
Ae=![]() (L+l)(B+b) (1)
(L+l)(B+b) (1)
式中(zhōng):L 為每個油墊支撐的長度,cm;l 為每個油腔的長度,cm;B 為每個(gè)油墊的寬度,cm;b 為每(měi)個油(yóu)腔的寬度,cm。
一般由於導軌麵並非貼合得十分緊密,油液總有一部分滲入結合麵之間,因此,實際的初始承載(zǎi)麵積,大致介於有效承載(zǎi)麵(miàn)積與油腔挖空部分麵積(jī)之間:
Ae'=![]() (Ae+Ar) (2)
(Ae+Ar) (2)
式中:Ae'為實(shí)際的(de)油腔承載麵積(jī),cm2,初始承載麵積;Ae 為油(yóu)腔有效承載麵積cm2;Ar 為油腔挖空部分麵積(jī),cm2。油腔的初始托舉力(lì)為:
Fro=Ps×Ae' (3)
式中:Fro 為初始托距(jù)力,kgf;Ps 為油泵供油壓力,kgf/cm2。要使移動件(jiàn)浮起,必須使初始托舉力大(dà)於移動件的自重(chóng)及其上的最大工件重量:
Fro≥Fg+Fgmax
式中(zhōng):Fg 為移動件(jiàn)重量,kgf;Fgmax 為工件最大的重量,kgf。顯然,為使(shǐ)有足夠(gòu)的(de)初始托舉力,必須要有足(zú)夠的油槽(cáo)寬度及(jí)油槽數量。但油槽也不能太寬,否則(zé)導軌接觸麵積小(xiǎo),比壓增大,當(dāng)偶然斷油時,會損壞導(dǎo)軌麵,因此必須合理選擇(zé)。
②考慮動壓力對油膜(mó)厚(hòu)度(dù)的影響(xiǎng),在靜壓(yā)導軌麵上應設縱(zòng)向的支撐s1 和s2(見圖6)。
③油槽(cáo)要便於加工。
(3)油腔數及其布置
為了使油膜均勻,每條導軌麵在其長度方向的油腔(qiāng)數不得(dé)少(shǎo)於2 個,油腔之間設(shè)置回油槽,各個油腔的壓力互不幹擾。一般推薦:導軌長度在2 m 以下時,取2~4 個(gè)油腔;導軌長度在2 m 以上時,一般不要超過5~6 個油腔,每個油腔的(de)長度為0.5~1.5 m。油腔不要開得太長,否則不利於調整。
下麵以滑板(bǎn)為例設計其(qí)底部承重麵靜壓導軌油槽(cáo)尺寸及確定靜壓供油壓力。滑板底麵(miàn)塗層靜壓導軌長度為2790 mm,單個(gè)滑板自重(chóng)約6000 kg,滑板上有立(lì)柱,操作站,橫梁,液壓站等總計重量約為68000 kg,這些力設(shè)為由兩個(gè)滑板(bǎn)均勻(yún)支撐,於是單個滑板底麵導軌承受重力為68000/2+6000=40000 kg。
定導軌的油腔數及油腔尺寸
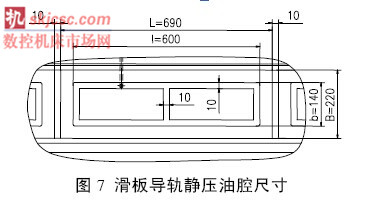
由於導軌較長,決定分成四段油腔,每段油腔長690 mm,油腔油槽及油腔之間的回油(yóu)槽(cáo)的寬度均取10 mm。考慮結(jié)構條件,取平導軌尺寸為:B=220 mm,L=690mm,b=140mm,l=600mm。如圖7 所示。
②確定油泵供油壓力Ps每個滑板底麵(miàn)靜壓油腔數為8 個,故每(měi)個油腔承(chéng)受的初始托力Fro=40000 kg/8=5000kg;將平導軌尺寸代入式(shì)(1),算出油腔有效承載麵(miàn)積(jī)Ae=1161 CM2,另根據油腔(qiāng)尺寸算出每個油腔挖(wā)空部分麵積Ar=658.5 CM2;根據式
(3),算出油腔需要的供油壓力Ps=Fro/Ae'=7.6 kgf/CM2,滑(huá)板托起後在運(yùn)動過程中油腔的有效承載麵積Ae 比初始承載麵積Ae'更大,此時(shí)需要的供油壓(yā)力(lì)反而比初(chū)始托起時壓力更小,可算得工作時油腔壓(yā)力為Fro/Ae=4.3 kgf/CM2。因此保(bǎo)證(zhèng)滑板能正常運行的油泵壓力至少應大於於或等於7.6 kgf/CM2。若算(suàn)出所需的油泵壓力超出額(é)定值,則可通過調整油腔B、L、b、l 的尺寸,改變所需靜(jìng)壓力,使油泵(bèng)工作在正常壓力範圍內(nèi)。
定量供油式靜壓導軌由於每個油腔的留量為常數,因此油腔壓力Pr、油膜厚度h 與潤滑油粘度ηt 存在以(yǐ)下關係:
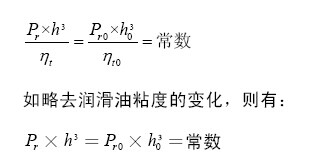
可見油腔壓力與油膜厚度立方成反比,這也(yě)說明了(le)為什麽在初始時油腔(qiāng)壓力大於運行時油腔壓(yā)力,因為初始時(shí)滑板未托起的(de)油(yóu)膜厚(hòu)度小(xiǎo)於工作時油膜厚度,工作時油膜厚度約為0.05 mm。
同理可以(yǐ)算出滑板其餘靜壓導軌麵的壓力,因滑板內側定位麵導(dǎo)軌與鑲條導軌及底部的扣壓導軌板隻是改成了塗層或貼塑導軌(guǐ)形式,而外形尺(chǐ)寸並沒(méi)有改變,故油槽形式可以保持不變。
5 效益分析
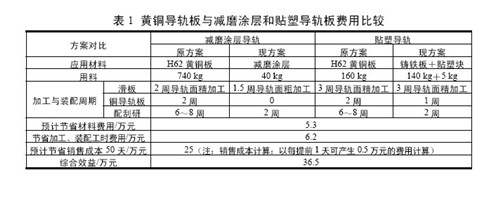
滑板靜壓導軌采用減磨塗層(céng)和貼塑改進後,在材料、加工、裝配各方麵都比原來有明顯(xiǎn)優勢,下麵用表1 比較分析各項費用。
對(duì)比可發現由此帶來的經濟效益是(shì)非(fēi)常可觀(guān)的(de)。
6 結語
靜壓(yā)導軌采用塗層和貼塑相結合的(de)方式,不僅大大提高了導軌的配合要求,而且在提高導軌性(xìng)能(néng)的(de)基礎(chǔ)上(shàng)還減(jiǎn)少了成本和顯著提高了生產效率。導軌塗層這(zhè)項技術,約上世紀60 年代起源於德國,1970 年後,伴隨著機床合(hé)作引入我國,2002 年後,這項技術在國內有了較快的發展,目前廣泛應用於機床、國防軍工、機械(xiè)、能源等行業的複(fù)雜重要部件(jiàn)上,對國家(jiā)重大裝備製造業及機電行業的發展有重要意(yì)義(yì)。
如果您有機床行(háng)業、企業相關新聞稿件(jiàn)發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








