
1 引言
虛(xū)擬數控(kòng)加工(VNC)過程物理(lǐ)仿真是(shì)虛擬製(zhì)造(zào)(VM)單元和虛擬製造係統基礎核心技(jì)術,越來越受到各國(guó)學者的(de)重視。虛擬數控加工過(guò)程的仿真包括數控(NC)代碼仿真,幾何仿真和物理仿真。數控代碼仿真是(shì)虛擬數控加工過程的一(yī)個重要環節(jiē),通過它可以檢查數控程序的正確性及實現碰撞、幹涉檢驗,大大節省數控程序(xù)的調試時間,減少昂貴的試切費用,提高數控機床的安全性等。幾何(hé)仿真是數(shù)控加工過程仿真的前提,通過刀具掃略體(tǐ)和工件模(mó)型(xíng)連續的布爾運算可得切屑的去除加工過程仿真,它也提供了物理仿真評估(gū)切(qiē)削(xuē)力和(hé)加工誤差所需的(de)主要參數(shù)。物理仿真主要是(shì)力學仿真,它(tā)是虛(xū)擬數控加工過程仿真的(de)核心部分(fèn),其內涵就是綜合考慮實際切削中的各種因素,建立與實際切削擬合(hé)程度(dù)高的數學模型,從(cóng)真正意義上實現虛擬(nǐ)加工與實際加工(gōng)的“無縫(féng)連接”,滿足虛擬數控加工的(de)沉浸感和交互(hù)性。隻有對物理仿真的機理研(yán)究透徹,才能真(zhēn)正意義上的滿足(zú)虛擬製造的目的即實際加工過程在計算機上的真實映射。
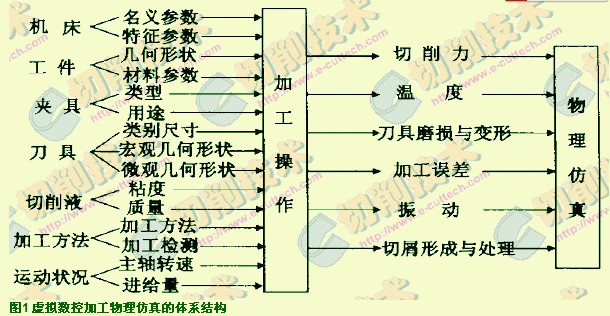
2 物(wù)理仿真(zhēn)的研究內容體係
物理仿真的主要內容包括切削力仿真、加工誤差仿真、切屑的生成過程仿真、刀具(jù)的偏移、變形和磨損仿真、及數控切削機床的振動(dòng)與溫度仿真等。其仿真體(tǐ)係結構如圖1所示。
3 虛擬(nǐ)數控加工物理仿真的模(mó)型
3.1 切削力仿真模型(xíng)
在切削力的仿真中,關於切削力的模(mó)型,有人認為(wéi),刀具受(shòu)的切削力可以看做是單位時間材料去除率的函數。首先在刀具上建立笛卡兒(ér)坐標係,刀刃上受到三個正交力,如圖2所示。
Ft=KtSt Fr=KrSr Fa=KaSa (1)
式中:St、Sr、St——切屑在(zài)三個坐標平麵上的投影麵積。
Kt、Kr、Ka——從金屬切削中得到的材料和切削速度參數。
上述切削力仿真的方法經過S.Jayaram的研究對於三軸以上的數控機床切削力誤差較大,因此此仿真方法隻適應於三軸和三(sān)軸(zhóu)以下的數控機床(chuáng)的切削力仿真。
Hirohisa基於刀具(jù)沿(yán)軸向的切削力均勻分布假設(shè)的基礎(chǔ)上(shàng)提出了一種將刀具分成許多(duō)部分的切(qiē)削力仿真模型。本文在此基礎上利用有限元法(FEM)建立切削力模型,將(jiāng)刀具切削刃劃分成若幹微元對其中一個(gè)微元做受力分(fèn)析,如圖3所示。那麽由第j個(gè)刀具微元的切向(xiàng)力dFtj(θ, z),徑向力dFrj(θ, z)和軸向力dFaj(θ, z)可以得出基本的切削力。
dFtj(θ, z)=[Kte+Ktchj(θ, z)]dz=[Kte+KtcStsinθj]dz
dFrj(θ, z)=[Kre+Krchj(θ, z)]dz=[Kre+KrcStsinθj]dz
dFaj(θ, z)=[Kae+Kachj(θ, z)]dz=[Kae+KacStsinθj]dz (2)
上(shàng)式中Kte、Kre、Kae,Ktc、Krc、Kac代表切削係數,可由切削測試中的各(gè)種進(jìn)給速度得出。hj(θ, z)=Stsinθj是未切削工件的厚度。dz是刀具的軸向長度微分(fèn)。St每一刀具微元的進給量(liàng)。上麵(2 )式通過求解微分方程可得出刀具在三個方向的瞬時切削力。刀具在三個方向的受力總和(hé)通過所有微元在x、y、z方向瞬時切削力的總和求出。
3.2 加工誤(wù)差的模型
工件加工誤差受(shòu)到許多因素的(de)影響,這給加工誤差仿真帶來了許多困難,因為要精確仿真出加工誤差,不(bú)但要考慮每一單項因素對加工誤(wù)差的影響而且(qiě)還得綜合考慮各因素的權重。C.Anderssson對定(dìng)位誤差和刀具磨損對工件精度的仿真模型分別作了較為詳細的研究,Huaizhong Li對機床(chuáng)熱變形和振動對工件加工誤差的模型作了深人的研究等。影響加工誤差的因素還包括機床運動精度誤差、刀具尺(chǐ)寸誤(wù)差以及主軸偏移、導軌變形、夾(jiá)緊力、刀具、零件熱變形和彈(dàn)性變形誤差及加工方法引起的誤差等(děng)。
如(rú)果您有機床行業、企業相關(guān)新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








