
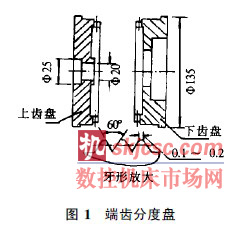
端齒分度盤的結構如圖1所(suǒ)示, 它主要用於精密的角度計量與(yǔ)精(jīng)密分度加工。
1 端齒(chǐ)分度盤分度的優點
1. 1 分(fèn)度精度高
經過(guò)精密研磨的(de)端齒分(fèn)度(dù)盤可以消除齒形不對稱誤差, 增加端齒盤的實(shí)際齧合齒數及接觸麵積, 提高分度精度, 可使分度(dù)精密度達±0. 1″。
1. 2 分度範圍大
端齒分度(dù)盤的分(fèn)度齒數可以任(rèn)意確定(dìng),以適應各種分度需要。
1. 3 分度精(jīng)度穩定
端齒分度盤的分度精度可長期保持穩定, 而一般分度裝置的分度精(jīng)度隨著分度元件的磨損, 其(qí)分度精度也(yě)隨之降低。端齒分度盤在使用過程(chéng)中卻(què)相(xiàng)當於上下齒盤在不斷地對研, 因此使用時間越長(zhǎng)其(qí)上下齒盤(pán)齧合越好, 分度精度也越穩定。
2 端齒分度(dù)盤的分度(dù)誤差計算
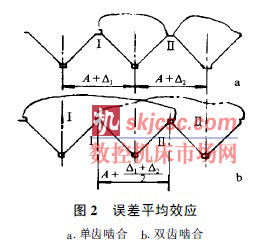
端齒分度(dù)盤實際上(shàng)相(xiàng)當於一對齒數相(xiàng)同的離合器的齧合, 製造(zào)時(shí)工(gōng)藝(yì)上需保證上(shàng)齒盤的齒形與下齒盤相同。如圖2a 所示的端齒盤局部齧合簡圖中, 假設上齒(chǐ)盤為一個齒, 下齒盤單個間距為A + $1、A + $2、⋯, 則(zé)分度誤差分別為$1、$2、⋯。若上齒(chǐ)盤為(wéi)二個齒,並由圖2b( Ⅰ) 至( Ⅱ) 完成一個分度工序, 則其單(dān)個分度間距為( A + $1+ A + $2) / 2= A+ ( $1+ $2 ) / 2。單個分度誤差為( $1+ $2) / 2。可見(jiàn), 在分度盤精度相同的條件下, 采用兩個齒對定所(suǒ)產生的分度誤差是齒盤上相鄰齒(chǐ)分度(dù)誤差的平均值。由此可得, 具有Z 個齒的端齒分度盤的實際分度誤差$A 為齒盤單個分度誤差的平均值, 即:
![]()
式中:
Z—端齒盤齒數;
△α—單個齒分度誤差。
端(duān)齒分度(dù)盤就是利用多齒分度的誤差均化原理來減小分度誤差, 以提高其分(fèn)度精度。
3 端齒分度盤基本參數的(de)選擇(zé)
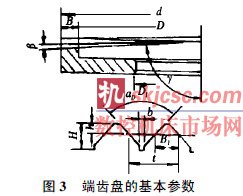
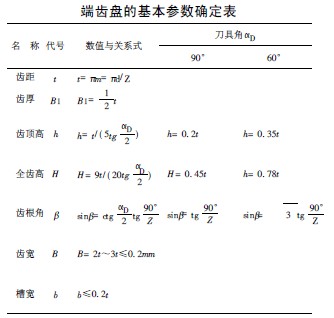
齒形為三(sān)角形的剛性(xìng)端齒分度盤基本參數如圖3 所示。
齒數Z 可根據分度盤的每次分度角度H值來選擇。首先, 根據H值計(jì)算出最少齒數(shù)Zmin , 即:
Zmin= 360°/θ
如(rú)果Zmin值足夠(gòu)大, 則取實際齒數Z 等於Zmin ; 如果Zmin較小, 則影響端齒分度盤的分度精度(dù)。這時應適當增加其齒數, 即:
Z= n·Zmin
式中(zhōng):
n—大於1 的整數。
常見的(de)齒數有240、300、3 60、4 80 等(děng)。此時分度(dù)盤轉過一個(gè)齒的轉角θ為:
![]()
當分度值為H角度, 分度盤應轉過ZQ 個齒, 即:
端齒盤直徑d 可(kě)按分度(dù)裝置的大小和齒(chǐ)數Z 的多少而定。齒形(xíng)角AD 常用60°,也可選90°。
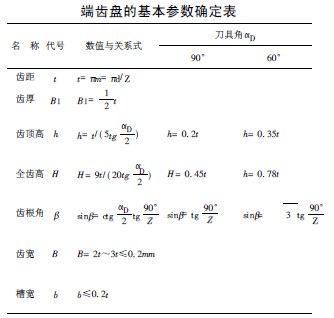
端齒分度盤的其它(tā)基本(běn)參數可按下表(biǎo)確定。
4 端齒分度盤的製造
4. 1 齒形的(de)切削加(jiā)工(gōng)
對於直齒端齒分度盤, 為了(le)保證齒寬方向的齧合質量, 必須正確計算加工斜角B值, 即加工時(shí)調整端齒分度盤回轉中心與工(gōng)作台(tái)的傾斜角(jiǎo)C, 以保證端齒分度盤大端和小端的齒(chǐ)厚分別與齒槽的大端和小端的齒槽寬度相等。其傾斜角C= 90°-B( B 為齒根角) 。
端齒分(fèn)度盤的齒形經過銑齒和磨齒以後, 為了提(tí)高分度精度, 需再進行(háng)研磨。
4. 2 端(duān)齒分度盤的研磨(mó)
端齒分度盤的對研可以消除齒形不對稱誤差, 增加端齒盤實際齧合齒數及接觸麵積,提高其分度(dù)精度, 精研後其分(fèn)度精度可達±0. 1″。
齒盤的(de)粗研粗研前, 齒盤經過磨齒預(yù)加(jiā)工, 分度精度為15″~30″。
研磨時先塗敷W28研磨劑粗研, 隨著精度的提高, 逐級減細(xì)研磨劑至W10。研(yán)磨壓力為80N, 采用大角度對角易位對(duì)研法, 使上下齒盤各齒(chǐ)都有相同的機會接觸, 減少齒距誤差, 提高齒(chǐ)盤齧合圓的平麵性。
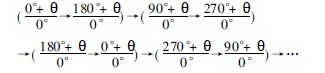
粗研(yán)以四點易位對角研磨法為主( 六點易(yì)位(wèi)對角研磨法為輔) , 即上齒盤0°、90°、180°、270°分別對準下齒盤0°對研(yán), 然後再轉過任意角度H角繼續對研, 其過程為:
4.21齒盤精研
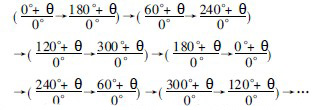
精研以六點(diǎn)易位對角研磨法為主( 四點易位對角研磨法為輔) , 其過程為:
精研時, 用粒度W7 左右的研磨劑, 研磨液不要加得(dé)太多(duō), 研磨壓力為50N, 並且控製上齒盤往複運動(dòng)距離在0. 2~0. 3mm 內。
4.22齒盤的跑(pǎo)合研磨
當(dāng)分度精度達到±0. 2″時, 清洗齒盤, 並隻加少(shǎo)量潤滑油和煤油進(jìn)行跑合研磨, 以降低表(biǎo)麵(miàn)粗糙度值和(hé)增加精度穩定性。
如果您有機床行業、企業相關新聞稿(gǎo)件發表(biǎo),或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






金馬")

