
絕緣(yuán)工程陶瓷(cí)具有(yǒu)硬度高(gāo)、耐磨損、耐腐蝕、質量輕等優異性能,被認為是推進21 世紀產業進步的主導材料之一。然而(ér)其非導電性(xìng)、高硬脆性給加工帶來了極大的困難(nán),限製了它的進一步應用。研究高精度、高效率(lǜ)、低成本的絕緣工程陶瓷材料的加工方法就成為陶瓷產業一(yī)個需要迫切解決(jué)的問題(tí)。
電火花線切割加工作為一種(zhǒng)加工高硬度材料和加(jiā)工複雜形狀零件的方法,近20 年在陶瓷材料的成形加工應用研(yán)究(jiū)上發展很快,尤其是近幾年來(lái),人們衝(chōng)破了長期以來認為(wéi)電火花加工隻能加工導電性材料的(de)傳統束縛,采(cǎi)用輔助電極法,使絕緣性材料的電火花加工成為(wéi)可能。本文對電火花線(xiàn)切割加工過程中,放(fàng)電參數對絕(jué)緣陶(táo)瓷材料加工速度及(jí)加工表麵質量的影響進行研究(jiū),為絕緣陶瓷材料電火花線切割加工提供(gòng)理論和工藝(yì)指導。
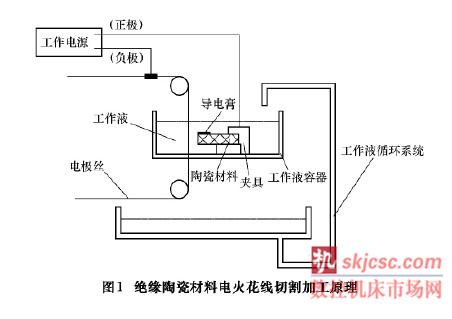
1 加工原理
在加工(gōng)絕緣陶瓷材料之前,需在材料表麵製備一層導電的輔助電極,並浸沒在(zài)含有碳元素的油類工作液中進(jìn)行,加工工件(jiàn)接正極,絕緣陶瓷材料電(diàn)火花(huā)線切割加工原理(lǐ)如圖1 所示。加工開始階段,首先實現輔助電極(jí)( 工件) 和鉬絲( 負極) 的放電加工,放電(diàn)加(jiā)工時產生的(de)大量熱能會使工作液受熱分解,生成遊離的碳。在電場的(de)作用下,遊離的碳迅速吸附在正極( 工件)加工表麵,形(xíng)成維持放電加工的一層導電碳黑膜,為下(xià)一次放電加工提供(gòng)條(tiáo)件,如此循環,使電火花線切割放電加工可以持續不斷地進行。
2.實驗設備
以泰安生建(jiàn)電加工機床廠生產的DK7740 型數控線切割機床作為實驗用加工機,機床的高壓選(xuǎn)用110V,低壓為95 V,被加工材(cái)料為絕緣陶瓷材料(liào)Si3Al3O3N5,其表麵通(tōng)過塗覆導電膏作為輔助電極,鉬絲直徑(jìng)0. 18 mm,加工工作液為煤油(yóu),采(cǎi)用浸泡式加工。
3 實驗結果及分析
實驗采取單因素法,重(chóng)點考察脈衝寬度、峰(fēng)值電流、脈寬係數在加工絕緣陶瓷時對(duì)加工速度和工件表麵質量的影響。
3. 1 脈衝寬度的影響
采(cǎi)用峰值電流(liú)為8 A,脈(mò)間脈寬比為Ti = 3,脈衝寬度分別為16 μs、32 μs、48 μs、64 μs 進行加工實驗。圖2、圖3 分別為(wéi)脈衝寬度對加工速(sù)度(dù)、加工表麵粗糙度的影響(xiǎng)情況。由圖2 可(kě)知,加工速度(dù)隨脈衝寬度的增加而增加,成正相關關係。當脈衝寬度為實驗最大(dà)的Ton = 64 μs 時,加工速度達到最(zuì)大。這是因為脈寬越小,單位時間裏釋(shì)放(fàng)的能量也就越小,蝕除速度越慢(màn)。隨著脈(mò)衝寬度(dù)的增大,單位時(shí)間內釋放的(de)能量也越大,放電過程中使煤油液工作(zuò)中碳元素的(de)析出速度加快,容易形成導電膜,從而更容(róng)易(yì)形成有效放電,提高加工(gōng)速度。當脈衝寬度超過48 μs 時,加工(gōng)時電弧放電現象也隨之增多(duō),加工變得不穩定。由圖3 可知,陶(táo)瓷材料加工麵的表麵(miàn)粗糙度值隨(suí)著脈衝寬度的增加而增大。這是(shì)因(yīn)為,脈衝寬度的增大意味著單個脈衝(chōng)的放電能量W 增大。由於材(cái)料的熱學性能是一定的,則單個脈衝的蝕除量也增加,微觀上使放電蝕坑變大,從而使加(jiā)工麵的表(biǎo)麵粗糙度值增大。
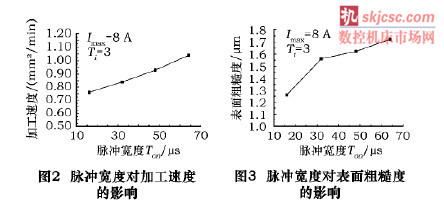
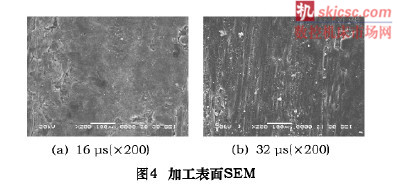
圖4 為脈間脈寬比Ti= 3,峰值電流Imax= 8 A,脈衝寬度16μs、32μs 加工後陶瓷工件表麵的電子掃描結果。由圖可知兩者的表麵質量有著(zhe)明顯(xiǎn)差異,脈衝寬度Ton= 16μs 的表麵明顯要平滑(huá),粗糙(cāo)度值(zhí)遠小於後者。
3.2 峰(fēng)值電流的影響
采用脈衝寬度Ton = 48 μs,脈間脈寬比為3,峰值電流分別為4 A、6 A、8 A、12 A 進行加工實驗。圖5、圖6 為峰值電流對加工速度及表麵粗糙度的影響影響情況。
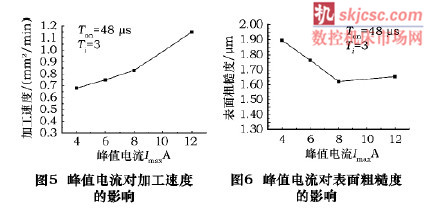
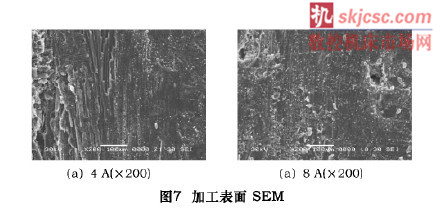
由圖5 可知,當峰值電流為12 A 時達到(dào)了最快的加工速度。分析加工(gōng)過程可知,當峰值電流小於8 A時(shí),單個脈衝所含(hán)有的能量值較小,由於陶瓷材料熔點(diǎn)高,熔(róng)化及汽化的過程中(zhōng)所需能量較大,導致蝕除速度緩慢,蝕(shí)除的(de)方式也以熔化、汽化分離為主。當(dāng)峰值電流增大到12 A 時,加工速(sù)度明顯提高。當峰值電流進一步增大時,加工蝕(shí)除的方式由以熔化、汽化分離為主向以熱剝離或熱應力(lì)去除(chú)的(de)方式轉變,加工材料表麵出現較大的放電蝕坑,陶瓷材料及導電膜開始整體去除,這也是加工速度明顯提高的原因(yīn)。由圖6 可知,峰值電流對(duì)表麵粗糙度的影響(xiǎng)經曆了一(yī)個先抑後揚的(de)過程。當峰值電流較小時,隨著峰值電流(liú)的增(zēng)加(jiā),表麵粗糙度值逐漸減小; 當峰值電流達到8 A 時,隨著峰值(zhí)電流的增加,表麵粗糙度值緩慢增大。圖7 為加工表麵顯微掃描圖,峰值電流Imax = 4 A 的表麵凹凸明顯多於峰值電流(liú)Imax = 8 A 的表麵,而且凹凸的(de)棱角更(gèng)加明顯,表麵粗糙度值明顯(xiǎn)大於後者。
3. 3 脈(mò)寬係數的影響
采用峰值電流(liú)為3 A,脈衝寬度(dù)為(wéi)32 μs,脈間脈寬比分別為2、4、6、8 進行加工實驗。圖8、圖(tú)9 為脈間脈寬比對(duì)加工速度與加工表麵粗糙度的(de)影(yǐng)響情況。
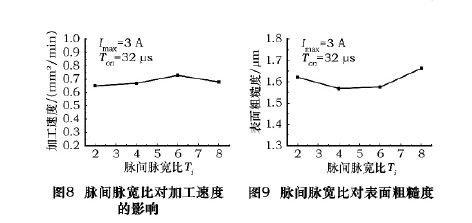
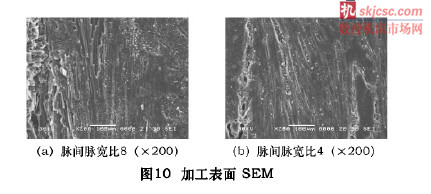
由圖8 可知,在脈間脈寬比(bǐ)為6 時達到了一個峰值(zhí),這是因為在(zài)脈間脈寬比增大的過程中,寬(kuān)脈衝放電的頻率(lǜ)增高,從(cóng)而更有利於碳元素導電膜的形成,因此加工更(gèng)穩定,加工(gōng)速度變快。當脈間脈(mò)寬比超過6 時,加工時電弧放電現象也隨之增多(duō),加工變得不(bú)穩定,導致加工速度減慢。由圖9、圖10 可以看出,表(biǎo)麵粗(cū)糙度值與脈間脈寬比之間成先減小後增大的關係(xì),這是因為,當脈間脈(mò)寬比較小時,放(fàng)電能量隻能使材料產生熔融,蝕除量小且蝕(shí)除速度很慢,材料熔凝後(hòu)使加工表麵粗糙(cāo)度值增大,隨著脈間脈寬比的增加,材料熔化汽化後被有效拋出,加工(gōng)表麵粗糙度(dù)值減(jiǎn)小。當脈間脈寬比在3 ~ 6 之(zhī)間時,加(jiā)工(gōng)表麵粗糙度值最小; 脈間脈寬比超過6 以後,加工時電弧放電現象也隨之增多,加工(gōng)變得不(bú)穩定,導致加(jiā)工表麵粗糙(cāo)度值增大。
4 結語
(1) 實驗(yàn)證明,絕緣陶瓷材料能通過電火花線切割進行加工,隻要控製好實驗參數,即能達到一定的(de)加工(gōng)質量。
(2) 加工蝕除速度與脈衝寬度(dù)、峰值電流成正相關關係,在脈間脈寬比為6 時,加工速度達最大值。
(3) 加工表麵粗糙度與(yǔ)脈衝寬度、脈間脈寬比成正相關關係,而峰值電流對表麵(miàn)粗糙度的影響經曆了一(yī)個先減小後增加的過程,當峰值電流超過(guò)8 A 時,表麵粗糙度隨(suí)峰值電流的增加而緩慢增大。
如果您有機(jī)床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡(huān)迎聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com






州金(jīn)馬")

