
電火花(huā)線切割是一種直(zhí)線電極的展成加工方法, 因(yīn)為它使模具(尤(yóu)其(qí)是複雜的模具) 加工工序簡化(huà)、生產周期縮短, 而倍受人們的歡迎, 被廣泛(fàn)地應用於模具製造(zào)行業。數控電火花線切割機床利用電蝕加(jiā)工原理, 采用金屬導線( 鉬絲)作為工具(jù)電(diàn)極切割工件, 其主(zhǔ)要用於切割淬火鋼、硬質合金等特殊金屬材料, 加工一般金屬切削機床(chuáng)難以加工(gōng)的細縫槽或形狀複雜的零件, 在模具(jù)行業應用廣泛。影響數控電火花(huā)線切割機床加工精度的因素主要有偏(piān)移量、取件位置(zhì)、切割路線、起點(diǎn)、裝夾與定位及引入、切出、超切、回退程序等。
1 反向間隙補償量的測量(liàng)
( 1)將磁性表座吸在X、Y 台麵上, 將千分(fèn)表(biǎo)夾在表座上, 移(yí)動X軸, 使(shǐ)千分表探頭與線架下臂接觸, 表的探(tàn)頭方向與X軸平行, 同時與X、Y台麵平行。
( 2)移動X軸, 使表針指向千分表量程的1/3左右處;
( 3)在主菜單下F5(人工)菜單中按F2選擇單步子菜單, 在單步菜單中, 按F6功能鍵選擇步長為+ 100Lm, 按F1使(shǐ)X軸正方向移100Lm, 記取千(qiān)分(fèn)表上的讀數X1, 再按F1使X軸正方向再(zài)移動100Lm, 記取千分表上(shàng)的讀數X2, 按鍵選(xuǎn)擇步(bù)長為100Lm, 按F1 移動X軸, 記取千分表上(shàng)的讀數(shù)X3, 這(zhè)樣將X= X3- X1即得到X 軸的補量。
( 4) 用同樣方法測出Y軸的補償量(liàng)Y;
( 5) 在主菜單下按下F4(設置) 鍵, 進入設置功能子(zǐ)菜單(dān), 按F2進入間隙設定子菜單, 分別按F1, F2, 按提示輸入補償量X、Y, 設(shè)入的(de)補償量以絕對值略小於測得值為(wéi)宜, 如(rú)測得X軸為- 1. 5Lm 輸(shū)入- 1Lm;
( 6) 反複( 1) ~ ( 5) 操作, 使測得補償量值為最小, 注意, 再次測得的(de)補償量輸入時應與上次的補償量相加, 如係統已(yǐ)顯(xiǎn)示齒補量為3Lm, 又測得為- 1Lm, 則應輸入2Lm 。
2 確定鉬絲偏移量
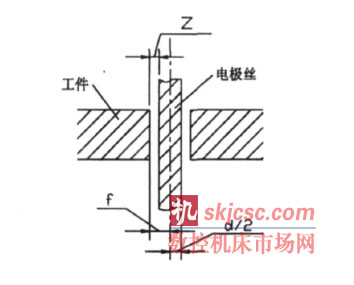
編程時首先要(yào)確定鉬絲中心運動軌跡與切割軌跡之間的偏移量, 如圖1示,f=d/2+ z, 式中: d為鉬絲直徑; z為(wéi)單邊放電間隙。放電間(jiān)隙與工件材(cái)料、結構、走絲(sī)速度(dù)、鉬絲張緊情況、導輪的運行狀態、工作液種類(lèi)、供液情況(kuàng)和清潔程度、脈衝(chōng)電源(yuán)等因素有(yǒu)關。偏(piān)移量的準確與否將直(zhí)接影響工件加工的尺寸精度。一(yī)般可根(gēn)據脈衝電源參(cān)數與放電間(jiān)隔的關係的(de)基(jī)本規律(lǜ)估算出放電間隙[1] 。如DK7725e機床采用快走(zǒu)絲, 在加工電壓等(děng)於60~ 80V 時, z= 0. 01~0. 02mm。對加工精度(dù)要求(qiú)較高的工件, 此時多采用試切工件的方法來檢(jiǎn)測
3 保證加工表麵粗糙度的措施
( 1)根據線切割(gē)工作的特點, 鉬絲需要頻繁地換(huàn)向來(lái)進行加工, 鉬絲在換向的瞬間會造成其鬆緊不一(yī), 鉬絲張力不均勻, 從而引起(qǐ)鉬絲振動, 直接影響(xiǎng)加工表麵粗糙度, 所(suǒ)以應盡量減少鉬絲運(yùn)動的(de)換向次數。在加工條件不變(biàn)的情況下, 加大(dà)鉬絲的有效工作長度, 可減少鉬絲的換向次數,減少鉬絲的抖動, 促進加工過(guò)程的(de)穩(wěn)定(dìng), 提高加工表(biǎo)麵質量。
( 2)脈衝電源是影響加工表麵粗糙度的重要因素, 脈(mò)衝電源采用矩形波脈衝, 因為它的脈衝(chōng)寬度(dù)和脈衝(chōng)間隔均連續可調, 不易受各種因素(sù)幹擾, 所以減少單個脈衝能量,可改善表麵粗糙(cāo)度[2] 。影(yǐng)響單個脈衝能量的因素(sù)有脈衝寬度、功放管個數、功放管峰值電流, 所以減小脈衝寬(kuān)度、減小峰值電流, 可改善加工表麵粗糙度, 然而, 減小脈衝寬度,生產效率大(dà)幅度下降, 不可用; 減小功放管峰值電流, 生產效率也會(huì)下降, 但影響程度比脈衝寬度小, 因此, 減小功放管峰值電流, 適當增大脈(mò)衝寬度, 調節合適的脈(mò)衝間隔, 這樣, 既可提高生產效率, 又可獲得較低的加工(gōng)表麵(miàn)粗糙度。
( 3)進給速度要適當。DK7725e線切割機床的(de)加工進給速(sù)度分為0~ 10共10檔, 速度從慢到快, 進(jìn)給速度過低會降低進給效率, 過高會引起短路頻繁甚至(zhì)燒絲。經(jīng)試驗並總結, 當係(xì)統的加工電(diàn)流達(dá)到加工電源短路電流(liú)的75%~ 80%時, 屏幕顯示步進頻率S大(dà)致(zhì)恒定(不包括(kuò)運絲電機換向時間) , 控製麵(miàn)板上電壓表指針穩定, 加(jiā)工進給速度比較恰當[ 3] 。
4 正確選(xuǎn)擇切割路線
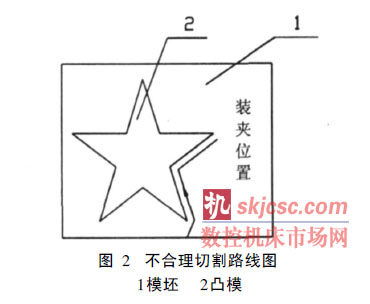
切割路線應(yīng)有利於保(bǎo)證工件在切(qiē)割過程中的剛度和避開應力變形影(yǐng)響, 如圖2所示, 模塊裝夾固定其(qí)左(zuǒ)邊, 圖2是從五角星凸模右側, 按箭頭(tóu)所示方向(xiàng)切(qiē)割, 由(yóu)於(yú)坯料兩(liǎng)側的連接材料很快被割斷, 左側工件剛性很差, 難以抵抗應力而變形(xíng), 使得五角星凸模尺寸精(jīng)度產生較(jiào)大誤(wù)差, 若改用圖(tú)3所示路線進行切割, 則模坯產生變形, 從而保證了五角星凸模的尺寸精度(dù)。

5 結論
通過DK7725e型線切(qiē)割機床的(de)加工實踐, 總結出設定方向間隙補償量(liàng)、精確確定鉬絲偏移量、正確(què)調整加工參數、正確選擇切割路線(xiàn), 保證工件的加工(gōng)精度。
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或進行資訊合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com








