
磨削(xuē)加(jiā)工條件磨(mó)削加工是以分布在砂輪表(biǎo)麵上的高硬度的微小磨粒作為切削刃來進行(háng)微量切削的一種加(jiā)工方法。由(yóu)於磨粒具有很大的負前角( 平均為- 45°) 和較大的切削刃鈍(dùn)圓半徑( r≈100μm) , 所以單位磨削力是其它切削加工方法的10~30 倍。又因(yīn)磨削的切削速度很高, 可達(dá)到(dào)其它切削加工方法的10~100 倍 [1], 因此與其它的切削加工法相比, 切除相同體(tǐ)積的金屬所產生的切削力和熱量要多(duō)很多, 磨削接觸區域的溫(wēn)度也很高(gāo)。由切削熱(rè)引起的工件的熱變(biàn)形(xíng)及切削力引起的砂(shā)輪主軸在磨削過程中的彈性(xìng)變形 [3]是產生磨削表麵形狀誤差的(de)主要原因。二者(zhě)在整個磨削(xuē)過程中始終相生相伴(bàn), 但(dàn)二者(zhě)對形狀誤差的影響規律卻不相同。
本文將嚐試建(jiàn)立形(xíng)狀誤差的形成模型, 並通過實驗驗證其合理性(xìng)。同時就砂輪的粒度大(dà)小、垂直進給量、工件速(sù)度(dù)等要素對形狀誤差的影響規律進行(háng)研究, 以尋求降低形狀誤差的最佳磨(mó)削(xuē)參數。
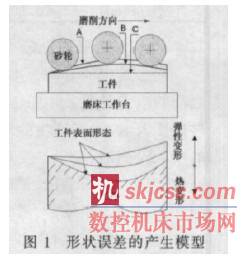
1 平麵磨削形狀誤差的(de)產生模型
圖1 為平(píng)麵磨削形狀誤差(chà)的產生模型。由於切削熱的影響, 工件將產生中間凸起的熱變形, 如圖1 中A 所示。另外由於切削力的作用(yòng), 砂輪(lún)軸發生彈(dàn)性變形, 使得砂輪的實(shí)際運(yùn)動軌跡(jì)( 圖中B) 偏離理論軌跡( 圖中C) 。上述現象使得砂輪的實際(jì)垂直進給量與理論垂直進給量有(yǒu)偏差,且在整個磨削過程中不斷變化, 最(zuì)終引起加工表麵的形狀誤(wù)差。由於熱變形, 工件表麵膨脹凸起, 使實際垂(chuí)直(zhí)進給量增大, 導致工件表(biǎo)麵產(chǎn)生(shēng)中(zhōng)間凹進的形狀誤(wù)差。相反地, 砂輪軸的彈性變形會使實際垂直進給量減小, 其(qí)在磨削過程(chéng)中不斷積(jī)累的結果, 使(shǐ)得磨削結束(shù)時的實際垂直進給量小(xiǎo)於磨削開始時的實際垂直(zhí)進給量, 最終導致磨削結束(shù)部位(wèi)高於開始部位的傾斜的形狀誤差(chà)。工(gōng)件的熱變形與(yǔ)砂輪(lún)主軸的彈(dàn)性變形在整個磨削過程中始終(zhōng)相生相伴, 對形狀誤差產生綜合影響。由於各磨削要素對磨削力、磨(mó)削熱及磨削溫度(dù)的影響規律各不(bú)相同, 所以當磨削條件改變時, 工件(jiàn)熱(rè)變形和砂輪主軸彈性(xìng)變形對磨削過程的影響程(chéng)度(dù)也(yě)不相同, 最終使得加工表麵(miàn)的形態及形(xíng)狀誤差的大小也不盡相同。
2 實驗及結果分析
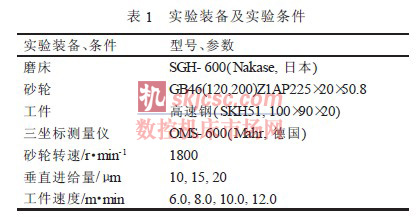
2.1 實驗裝置、實驗條件及實驗方(fāng)法
本研究所用的(de)實驗裝備及實驗(yàn)條件如表1 所示。在每個實驗條件下, 連續3 次垂直進給, 然後用三(sān)坐標測量儀, 在磨削加(jiā)工表麵的前、中、後部, 沿著磨削方向, 測量試件全長的坐(zuò)標值, 並取其平均值作為(wéi)形狀誤差值。另外, 為了確保砂輪表麵形貌的均勻性, 每當實驗條件改變時都用單顆粒金剛石對砂(shā)輪進行(háng)修整。
2.2 磨削加工表麵(miàn)形態
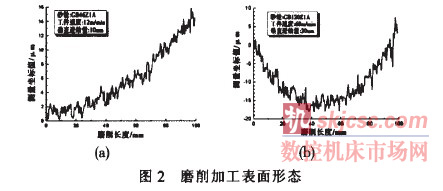
圖2 給出的(de)是兩個不同加工條件(jiàn)下的磨削加工表麵(miàn)的(de)測定結果。由(yóu)圖2 可知, 當垂直進給量小、工件速度大時, 由於產生的切削熱少、砂輪和工件表(biǎo)麵的接觸時間(jiān)短, 所以熱(rè)變形相對小些, 因此砂輪軸的彈性變形占主導地位(wèi), 工件表麵呈現傾斜的形態, 如圖2( a) 所示。相反(fǎn)地, 當垂直進給量大、工件速度小時, 由於產生的切(qiē)削熱多、砂輪和工件表麵的接(jiē)觸時(shí)間長, 所以(yǐ)熱變形占主導地(dì)位, 工件表麵(miàn)呈現中間凹進的形態, 如圖2( b) 所示。這一結果也證實了圖1
所示的形狀誤差產生模型的合理性。
2.3 形(xíng)狀誤差(chà)分析(xī)
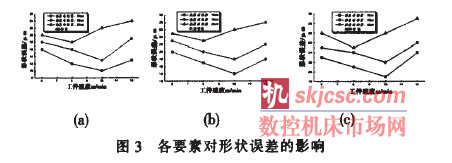
為了分析各要素對磨削表麵形狀誤差的影響,按表1 的實驗條件進行了(le)磨削實驗, 並測量了形(xíng)狀誤差, 結果如圖3 所示。由圖3 可知, 垂直進給(gěi)量越大, 形狀(zhuàng)誤(wù)差也越大。這是由於垂直進給量增大時,,切削力增(zēng)大、切削溫度增高(gāo)、工件熱變形和砂輪軸(zhóu)彈性變形也都增大, 從而導(dǎo)致(zhì)形狀誤差增大。同樣, 當砂輪粒度號增大時(shí), 切削力、切削溫度及工件熱變形和砂輪(lún)軸彈性變形也(yě)都會增大, 所以(yǐ)形狀誤差也(yě)會變大。而在不同的垂直進給量和砂輪粒度下, 工件速度都存在一個最佳值, 使形狀誤差最小。若工件速度過小, 由於砂輪(lún)與工件(jiàn)表麵接觸時間變(biàn)長, 熱變(biàn)形會(huì)增加, 從而形狀(zhuàng)誤差也會(huì)增大; 反之, 當工件速(sù)度過大時, 雖然熱變形會變小, 但由於切削力增大, 砂輪軸的彈性變形也會增大, 所以最終會(huì)使形狀誤差增大。因此, 選擇合適的工件速度、盡(jìn)量小的垂直進給量和小粒度號砂輪, 可有效減小(xiǎo)形狀誤差。
3 結論
由磨削過程中產生的切削力和切削溫度所導(dǎo)致的砂(shā)輪軸的(de)彈性變形(xíng)和工件表麵的熱變形, 將使砂輪的(de)實際垂(chuí)直進給量(liàng)發生變化, 使得磨削加工表麵產(chǎn)生(shēng)形狀誤差。由於各磨削要素對切削力和切削溫度的影響規律不同, 因此(cǐ)在不同的磨削加工(gōng)條件下, 磨削加工表麵(miàn)的形態及形狀(zhuàng)誤差(chà)大小也不盡相同。因此, 合理選擇磨削要素, 可以控製加工表麵形態, 降低形狀誤差, 提高磨削加工的精度(dù)。
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com








