
0引(yǐn)言
作為數控加工中心, 刀庫的選刀是其核心部分之一, 直接影響刀庫、機械手(shǒu)和主軸間的自動換(huàn)刀, 對機床的加工效率和加工精度(dù)具有十分重要的(de)意義[ 1] 。經過長時期的發展, PLC已具有強大的運算能力(lì), 良好的通訊功(gōng)能, 極(jí)高的處理速度, 已(yǐ)獲得廣泛的應用(yòng)。對於高精(jīng)尖的大型數控機床主要部件目前(qián)大部分都用的進口元(yuán)件(jiàn), 費用(yòng)高[ 2 ] 。PLC及其定位控製器(qì)用於刀庫、機(jī)械手和主軸間的自(zì)動(dòng)換刀控製, 取代某些昂貴的進口元(yuán)件(jiàn), 降低了設備費用, 是降(jiàng)低費用的最佳的選擇。對於(yú)小型加工中心的自動選刀控製, 是一種理想的控製(zhì)設備。
1 加工中心(xīn)選刀方式
1.1 順序選刀
選刀(dāo)方式要求按工(gōng)藝過程的順序(即刀具使用順序)將刀(dāo)具安置在刀座中, 使用時按刀具的安置順(shùn)序逐一取用, 用後放回原刀座中[ 3] 。
1.2隨機選刀
( 1)刀座編碼選刀: 對刀庫各刀座編碼, 把與刀座編碼對應的刀(dāo)具一(yī)一放入指定的刀座中, 編程時用地址T指出刀具(jù)所在刀座(zuò)編碼。
( 2)計算機記憶選刀: 刀(dāo)具號和存刀位置或刀座號對應地記(jì)憶在計算機的存儲(chǔ)器或可編程控製器的存儲(chǔ)器內, 刀(dāo)具存放地址改變, 計算機記憶也隨(suí)之改變。在刀庫裝有位置檢測裝置(zhì), 刀具可以任意取出, 任(rèn)意送回。
2 設計要求
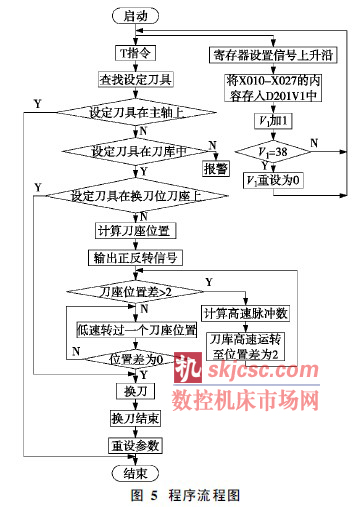
刀庫中有30個刀座, 屬於連續型(xíng)刀庫, 可以是圓盤(pán)型刀庫, 也可使用鏈式刀庫, 刀庫類型雖有所不同,但選刀控製方式(shì)相似, 使用步(bù)進電機正反轉控製(zhì)。采用(yòng)隨機選(xuǎn)刀方式, 刀庫中30個刀座不一定都(dōu)有刀具, 其中的道具編號與刀座編號不一定相同。T 指令輸入時程序大致執行過程(chéng)如下: 在刀庫中查找T指令要(yào)求(qiú)的刀具, 找到時判斷其所在刀座與換到位的位(wèi)置關係, 刀庫以(yǐ)比較短(duǎn)距離(lí)的方式(正(zhèng)轉或(huò)反轉)高速轉至距離換刀位兩個刀座差的位置, 低速轉(zhuǎn)到換刀位, 向機床輸出換刀信號[ 4] 。
3 PLC接口
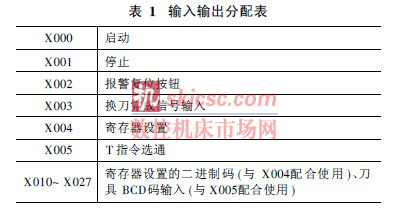
CNC 送至PLC 的(de)信息(xī)可(kě)由開關量輸出信號(hào)(對CNC 側)完成, 也可由CNC直接送入PLC 的寄存器中。在本(běn)設計中, 采用前一種方式, 以(yǐ)開關量信號進行信息交換[ 5] 。
本設計中, 在初次運行時必須使PLC 的信息與CNC 同步, 所以設置(zhì)一個寄存(cún)器設置的接口觸點X004; T 指令是CNC 的選刀信號, 所以設置一個T 指令接口觸點X005。PLC 的數據寄存器單個均為(wéi)16b i,t所以設置寄存器內容時除寄存器設置觸點外, 還要16個觸點配合使用(yòng), 用於二進製碼輸入。與T指令配合使用的刀具代號以BCD 碼方式輸入, 因(yīn)此, 寄存器中刀具代號均使(shǐ)用BCD 碼儲存。T指(zhǐ)令的BCD 碼與寄存器設置的(de)二進製碼(mǎ)使用相同接口。本係統需要(yào)的I/O點(diǎn)數較少, 共需(xū)22個(gè)輸入點和4個(gè)輸出點, 因此選用三菱(líng)FX2N-48MR 型PLC機, 它是基本單元, 輸入輸出點數各24點。當PLC 僅用作刀(dāo)庫自動選刀時, FX2N-48MR可滿足要求, 但還有其他用途(tú)時則(zé)可能需(xū)要更多點的型號[ 6] 。Y000和(hé)Y001可(kě)采用晶體管脈(mò)衝輸出(chū), 也可采用繼(jì)電器輸出方式; 其他輸出均采用繼電器輸出方式。本設計(jì)輸出口采(cǎi)用繼電器輸出方式。

4 梯形圖及程序
4.1T指令輸入和刀具檢索
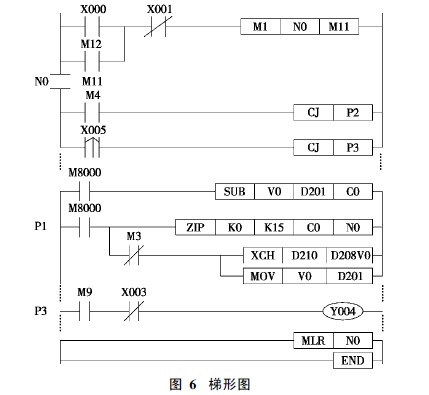
采用X005上升沿輸入並邏輯取反指令INV, 作用(yòng)是使從LD X005到標記P3之間的程序在X005上(shàng)升沿這個掃描周期內(nèi)執行(háng)一次, 其餘時間執行(háng)到LDP X005這一(yī)行時跳過(guò)而不執(zhí)行。
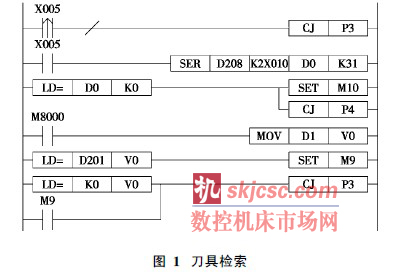
SER 指令是數據搜索指令, 當(dāng)T 指令輸入時, 在主軸和刀庫中查找T 指令所要求的(de)刀具。T 指令輸入,在主(zhǔ)軸和刀庫中查找設定刀具, 結果(guǒ)存於D0~ D4。沒有找到設定刀具, M 11置位(wèi)(用於(yú)報警輸出(chū)) , 跳轉(zhuǎn)至P3, 報警輸出; 找到設定(dìng)刀具, 將設(shè)定刀具所在位置(存於D1)存入變(biàn)址寄存器V0 中(zhōng)(MOV 指令) , 用於後(hòu)續處(chù)理。設定刀具處於換(huàn)刀位的刀座(zuò)上, 換刀標誌M 9置位; 設(shè)定刀具在換刀位刀座或者主軸上時, 刀庫都不需轉(zhuǎn)動, 因此(cǐ)跳過脈衝輸出(chū)等程序段[ 4] 。
4.2 刀座差及刀(dāo)庫轉向計算、換刀處理
計算過程如下:
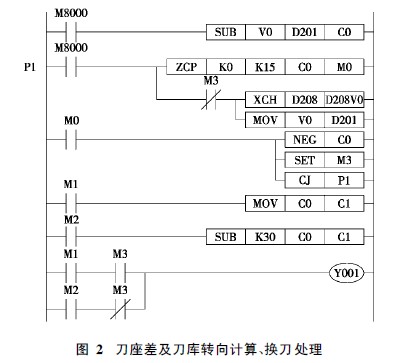
( 1)設定(dìng)刀(dāo)具所在(zài)刀座減(jiǎn)去換刀位當前刀座位置,結(jié)果存於C0( SUB指令)。
( 2)判斷刀座差(chà)(有正(zhèng)負) C0與0~ 15數值範圍的關(guān)係(xì), 結果存於M0~ M2( ZCP指令)。M0~ M2接通條件如下: M0, C0 為負數(shù); M1, C0 為不大於15的非負數(shù); M2, C0大於15。
( 3)M0通( C0為負數), M3 置位, 用於標識刀座差值原(yuán)為負值(zhí), C0取補(bǔ)( NEG 指令) , 跳轉(zhuǎn)再次(cì)執行計算步驟( 2), 判斷C0與0~ 15數值(zhí)範圍的關係。
( 4)M1通( C0為不大於(yú)15的非負數), 將(jiāng)C0值傳至C1(MOV指令)。
( 5)M2通( C0大(dà)於15), 30減去C0值, 差值存於(yú)C1( SUB指令)。
( 6)方向計算: 以M1~ M3最終狀(zhuàng)態來計算反轉條件( Y001通) : M3通( C0原為負數(shù)), M1通( C0絕對值不大於15) ; 或者M3 不通( C0 原為非負數), M2 通(tōng) ( C0絕(jué)對值大於15)。正轉條件( Y001不通): M3 通 ( C0原為負數), M1不通( C0 絕對值大於15 ); 或者M 3不通(tōng)( C0原為非負數), M2不通(tōng)( C0絕對值不大於15)。
M 1與M2在判斷時形成對(duì)立的通斷狀態, 所以方向計(jì)算時不會同時接(jiē)通或同時斷開(kāi)。
( 7)換刀處理, 在第一次判斷C0 與0~ 15數值範圍的關係時將(jiāng)主軸刀(dāo)具(jù)代號(存儲在D208 )與(yǔ)設(shè)定刀(dāo)具所在刀座( D208V0)的刀具代號交換( XCH 指令) , 同時把設定刀具所在刀座(zuò)位置存到D201(MOV指令) , 實現程序中(zhōng)的換刀操作。邏輯關(guān)係如圖(tú)2 所示。
4.3低速脈衝輸出
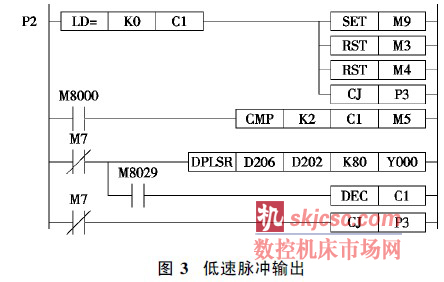
( 1)判斷C1是否為0, 為0則將換刀標誌M9 置位, 將(jiāng)刀座差符號標誌M3 和用於流程控製M4 複位,跳過脈衝輸(shū)出程序。當C1 不為0, 則繼續執行脈衝輸出程(chéng)序。
( 2) C1與(yǔ)2比較, 結果(guǒ)存於M5開始的3個中間繼電器中。M5~ M7接通條(tiáo)件如下(xià): M5, C1小於2(即等於1) ; M6, C1等於2; M7, C1大於2。
注: C1在刀座差計算程序中獲得的數據是設定刀具所在刀座與換刀位上當前刀座間的差值(非負數)。在此將它與2比較的意義在於, 看刀庫應該是高速運轉還是低速運轉, 假如C1 大於2, 則需要高速(sù)運轉至(zhì)刀(dāo)座差為2再低速運轉; 假如C1不大於2, 則隻要低速運轉即可。
( 3)當C1不大於2(M7不通, 常閉觸(chù)點不動作),則執行低速脈衝輸出, 輸出脈衝量使刀庫轉過一個刀(dāo)座位置。
( 4)刀庫轉過一個刀座位置後, C1 減1。在此設計中, 轉動完成以DPLSR 語句影響(xiǎng)的完成標誌(zhì)M8029接通來判斷。
( 5) C1不大於2(M7不通), 則不需(xū)要高(gāo)速脈衝輸(shū)出, 因此跳過高速脈衝輸出程序(xù)。如圖3所示。
4.4 高速脈衝(chōng)輸出
( 1) C1大於2(M7通), 則將C1減去2, 結果存到C2。
( 2)用(yòng)C2計算刀(dāo)庫(kù)高速旋轉所需的脈衝數, 結果存於D5~ D8。M8置位, 避免下次再次重複( 1) ( 2)兩步操作, 以免產生錯誤, 並用於啟動高速脈衝輸出。
( 3)M8接通時啟動(dòng)高速脈(mò)衝輸出, 高速脈衝輸出完成(M8029接通)後, 把C1 內(nèi)容改為2, 用於低速(sù)脈衝(chōng)輸(shū)出; M8複位, 斷(duàn)開高速脈衝(chōng)輸出。
4.5 方向信號先於脈衝信號輸(shū)出的處理
SH-20402A 控製電機轉向時, 應確保方向信號領先脈衝信號至少(shǎo)5s建(jiàn)立, 可避免驅動器對脈衝的錯誤響應。因此, PLC 方向信號的輸出應先於脈衝信號輸出一個掃描周期。
( 1)方向計算並輸出後, M4置位並跳過脈衝輸出。
( 2)下一(yī)掃描(miáo)周期時, 由於(yú)M4接通, 所以跳轉(zhuǎn)至(zhì)P2實際是繼續執行脈衝輸出程序, 這樣(yàng)使脈衝信(xìn)號比方向信號遲一個掃描周期(qī)輸出到SH-20402A, 這樣可以避免產生錯誤。
( 3)當脈衝輸出完成, C1變(biàn)為0時, M4 複位, M 9置位, 調至(zhì)換刀信號輸(shū)出。
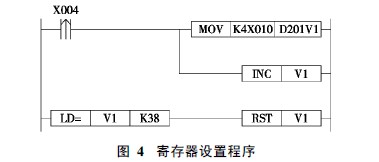
4.6寄存器(qì)設置程序
程序采用(yòng)上升沿輸入方式, 接通X004前, 相應寄存器設置內容(二進製碼)必須先輸入, 以免(miǎn)設置錯誤,從D201到D240(變(biàn)址(zhǐ)寄存器V1從0到38, 當V 1= 38時, V1清零)按順(shùn)序逐一設置其內容。旋轉一個刀座位置所需脈衝(chōng)數(二進製(zhì))、高速最高脈衝頻率(二進製)、低速最(zuì)高脈衝頻率(二進製) 計算確定後分開高十六(liù)位(wèi)與低十六位(wèi)分(fèn)別輸(shū)入, 這些數據與刀庫傳動機構、步進電機參數有關(guān)。
4.7換刀信號輸出及(jí)換刀完成信號輸入
( 1)M9在程序中(zhōng)作為換刀信號, 當M9通時, Y004接通, 電磁(cí)閥YV0接通, 機床換刀。
( 2)換刀(dāo)完成後, X003接通, M9複位。
4.8 報警輸出和報警複位
( 1)M10通, 表示主軸和刀(dāo)庫中找不到設定刀具,因此要報警輸出。
( 2)按下報警複位按鈕後, M10複位, 停止報警。
4.9程序流(liú)程圖
4.10梯形圖
5 結束語
PLC 有較好的(de)邏輯處理功能, 在工業控製領(lǐng)域具有廣泛的應用空間。自動選刀係統作為加工中(zhōng)心的重要組成部分, 實(shí)踐證明使用PLC 進行自動選刀控製可以提(tí)高加工(gōng)中心的靈活性, 簡化加工中心的刀具識別係統, 簡(jiǎn)化刀具編(biān)碼(mǎ)操作, 能有效提高生產效率和刀具利(lì)用率。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








