
杆類零件加工
2014-3-13 來源: 作者:平(píng)陽機械廠 蔣業平(píng)
杆類零件, 特別是長徑(jìng)比(bǐ)很大的細長杆類零(líng)件, 是比較難(nán)以加工的零件, 由(yóu)於細長杆本(běn)身的剛性差, 加工過程中受切削力、切削熱, 振動等影響,容易出現彎曲, 竹節、維度、棱形和腰鼓形等缺陷。如果能正確地掌握刀具切削部(bù)的幾何參數, 設計(jì)有效(xiào)的工藝裝(zhuāng)備, 以及合(hé)理的(de)工藝規程, 那麽將會很大程度地提高刀(dāo)具的耐用度, 改(gǎi)善切削性能, 滿足質(zhì)量及(jí)生產率要求(qiú)。以下(xià)分五個方麵談杆類零件的加工(gōng)。
一、影響杆類零件加工質量的主要(yào)因素
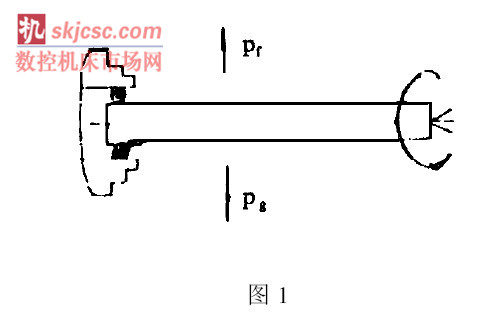
影(yǐng)響杆類零(líng)件加工質(zhì)量的因素很多, 經過實踐認(rèn)為(wéi), 杆類零件(jiàn)在加工中所產生的振動是主要因素, 而振動的產生, 主要由四個(gè)原因所致。①杆件在(zài)高速旋(xuán)轉時, 在其圓周方向將(jiāng)會產生圓周力, 在這(zhè)裏可以理解為離心力, 見圖1, 由於零件的自重力存在, 因此上、下垂直方向的離心力最大, 這兩個力(lì)隨著零件(jiàn)長徑比的大小而變化, 長徑比越大, 自重力就越大, 而(ér)上下跳動也(yě)就越大; 也就是說, 杆件(jiàn)越長越細, 其剛性越差, 撓度越大, 上下跳動就越(yuè)大。②在(zài)一定的切削速度範圍內, 振動是隨著切削速(sù)度的增大而逐漸(jiàn)增大的。③刀具(jù)的幾何角度選擇不當, 也將會增加切削力, 在相同的切削條件下, 切(qiē)削力大, 振動就大。④工藝方法不合理, 同樣會引起杆件振動。
二、切屑受(shòu)力及變形分(fèn)析
振動是(shì)隨著切削速度的增加而(ér)增(zēng)加的, 但是切削速度增加到一定極限值時, 振動還會減小。下麵從切屑受力(lì)及變形進行分(fèn)析。
1. 切屑受力分析
切屑形成是擠壓— 滑移過程。故在切削時, 切屑上有如下各力作用(yòng)。圖2表(biǎo)示出與前刀麵接觸的切屑底層, 作用(yòng)著前刀麵對切屑的正壓力N前和F前(qián)摩擦力 ; 在(zài)滑移麵上, 切屑受正壓力Fn和剪切抗力Fs的作用, 剪切麵上的抗力
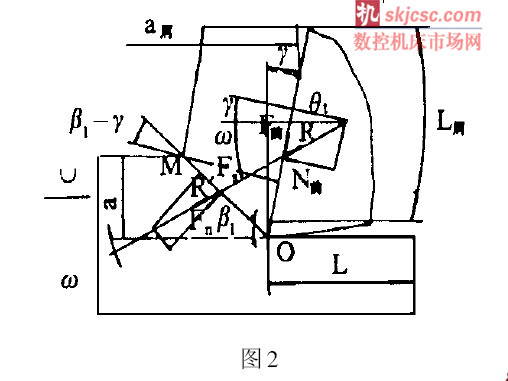
合力R由 來平衡∴Rco s (β1+ ω) = Fs
故: 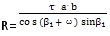
式中: a— 切削厚度;
b— 切削寬度;
τ— OM 麵上的剪應力。
上述各力在切削上(shàng)互相平衡, 形成兩個大小相(xiàng)等方向(xiàng)相反的合力;
- R= R’
切削在切削合力R的作用下被切除。ω角(jiǎo)是切削合力R 與切削速度方向的夾角, 表示R合力作用到切削層金屬的方向, 稱為(wéi)作用角。
由圖2可知:
ω= θ- γ
式(shì)中: θ—— 摩擦角—— tgθ= _
(_ 是切屑底層與前刀麵間的摩擦係數);
γ— — 前角
由(yóu)此可(kě)知, 切屑與前(qián)刀(dāo)麵的摩(mó)擦係數μ越小,前(qián)角γ愈大, 則作用角ω愈小(xiǎo)。ω角(jiǎo)小時, 表示R力指(zhǐ)向切削表層, 切屑變形較小; ω角(jiǎo)大時(shí), 表示R力指(zhǐ)向切削深層, 這時, 切屑變形較大。
2. 切屑(xiè)變形分析
切屑變形最明顯(xiǎn)的現象是(shì)切屑收縮, 即(jí)切削時被切層受到擠壓, 內部產生滑移變形, 切(qiē)屑長度縮短, 厚度增加(寬度(dù)略有增加, 一(yī)般可忽略(luè)不計) 由圖2可(kě)見。
收縮係數K= L / L霄 = a霄/a> 1
式中: L、a — — 切削層長度和厚度;
L霄(xiāo)、a霄 — — 切屑長(zhǎng)度和厚度。
一般情況下, 切削中(zhōng)碳鋼時(shí)K= 2~ 3。從切屑收縮情(qíng)況來看, 切屑係數K 與滑移角 和前角γ有一定的(de)幾何關係。
因為 
所以 
當U1角變大時, K值變小, 於是切屑(xiè)變形亦相應變小, 從圖3中可以看出, 因為切屑變形小固然會導致切屑(xiè)厚度變薄, 同時在高速切削的作用(yòng)下, 切屑(xiè)在刀麵上流動很快, 切削熱仍保留在切屑內使得切屑易於塑性變形, 這就更加有利於改善切削條件(jiàn), 大大減小在切削過程中的徑向力。
三、杆類零件的加工工藝
杆類零件的材料一般需經調質處(chù)理, 切削(xuē)用量主要根據零件的長(zhǎng)徑比, 物理性能, 機械性能以及加(jiā)工餘量(liàng)而選定。當長(zhǎng)徑比較大(dà), 韌性較大時, 選用較小的切(qiē)削用量, 若選用較大的切削用量, 將會增加切(qiē)削力而引起杆件振動。
加工前準備: ①調整車床頂尖使其與主軸中心一致; ②檢查機床轉速是否(fǒu)正常; ③導軌是否單行;④三杠是否同心; ⑤溜板鬆緊適度, 總之要掌(zhǎng)握機床的各部性(xìng)能良好有效; ⑥杆件頂尖孔最好(hǎo)在(zài)本車床上用(yòng)頂尖研磨一(yī)下; ⑦修理跟刀架腳爪(活動跟刀架則不用修), 使其與杆件(jiàn)有較好的吻合; 支(zhī)柱爪軸向加(jiā)長至35~ 45毫米, 徑(jìng)向(xiàng)縮小10~ 15毫米, 支柱材料最好用QT 60~ 2球墨鑄鐵; ⑧冷卻液為一般乳化液, 較大流量, 直接衝在杆件與腳爪處, 使其充分冷卻刀頭。
刀具(jù)安裝方法: 粗加工和半精加工時, 刀具應高於主軸中心0. 2~ 0. 5毫(háo)米, 精加工時應(yīng)高於(yú)主軸中心0. 2~ 0. 3毫米。這樣安裝(zhuāng)不僅增大了(le)工作前角, 而且還能使刀的(de)主後麵約束杆件向上的作用(yòng)力, 防止(zhǐ)杆件的跳動。
在(zài)加工過程中, 隨著加工所產生的軸向力的大小, 要(yào)進行調整。尾座頂(dǐng)尖的鬆緊情況, 因(yīn)為頂尖的頂力大小, 都能引起杆件跳動, 又因杆(gǎn)件(jiàn)的基體組織分布不均, 它的物理性能和機械性能也(yě)不同, 杆件的伸縮(suō)率也是變化的。所以在加工時就需要每次進行調整。檢驗頂(dǐng)力大小的方(fāng)法通常是將兩手(shǒu)指(食指和拇指) 輕輕放在活頂尖上, 若能使頂尖停止轉動, 這時(shí)的頂力為合適, 檢驗的程序是加工至約300~ 500毫米處時, 要及時進行調(diào)整, 此處基本上能反映出預緊力的大小, 而後視杆件收縮變化情(qíng)況隨時調整, 以防止加工過程中由於頂力過大過(guò)小的變化所產生的振動。
四、刀具幾(jǐ)何角度
選擇刀具的幾何參數正確與否(fǒu)將直接影響杆件的質量(liàng)和刀具的使用壽(shòu)命, 為了得到切削輕快,降低切削力需將精加工車(chē)刀的前角γ增大為28°~30°, 並在主切削刃上磨出一個寬度為0. 1~ 0. 2毫米負20°~ 30°倒棱, 以增加主切削刃強度。這樣在高速切削過程中, 負(fù)刃上就能形成切屑瘤成為一個穩定基(jī)座, 切屑瘤在棱麵上不僅保(bǎo)護了刀刃, 而且還增大了(le)前角, 並能擔負著部分的切削(xuē)作用(yòng), 在高速切削過程中, 刀瘤不斷生(shēng)成、長大(dà)、脫落。由於主屑流速很快, 並與切屑瘤相對摩擦, 切屑瘤能連續形成一細條副切屑(xiè), 在主屑內緩緩排(pái)出, 在排出同時,它帶走了大量的(de)切削(xuē)熱, 減少了傳到車刀上的(de)熱量, 延長了車刀的耐用度同時又消除了刀瘤停留在(zài)已加工表麵上的可能性, 從而提高了(le)表麵(miàn)精度。
五、輔具
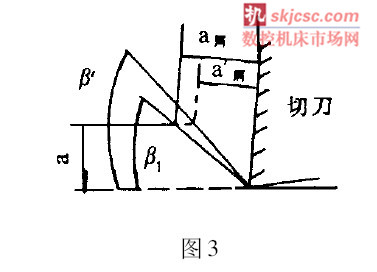
當杆件的直徑>h3 , 長徑比> 500~1000時(shí), 托架是(shì)在加(jiā)工過程(chéng)中起減振作用的主要(yào)輔具。托架由兩塊製(zhì)有3°斜麵的木(mù)質(紅鬆) 托塊組成。上托塊製成V 型托口見圖4。這樣可使得(dé)杆件與上(shàng)托塊在互相作用時能(néng)夠(gòu)不完全碰撞, 受力時一部(bù)分功能將受到損失, 以達(dá)到緩衝, 減少反作(zuò)用力的作用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
名(míng)企推薦







專題點擊前十(shí)
| 更多

