
1 不鏽鋼材料難以鑽削加工的原因
通(tōng)過分析可知,不鏽鋼材質難(nán)以鑽削加工的原因主要表現在:
(1)不鏽鋼材料塑性大,韌性高,加工硬(yìng)化現象嚴重,易生成積削瘤而使已加(jiā)工表麵(miàn)質量惡化;抗切削力約(yuē)比45 鋼高25%;加工(gōng)表麵(miàn)硬(yìng)化程度及硬化層深(shēn)度大,常給下道工序帶來困難;切屑不易折斷,常纏繞在鑽頭上,既不安全,又(yòu)影(yǐng)響了(le)生產效率的(de)提高。
(2)不鏽鋼導(dǎo)熱(rè)係數小,隻為45 鋼的1/3,鑽削時(shí)除一(yī)部分切削熱(rè)由(yóu)切屑帶走外,相當多的熱量則是來不及(jí)從工件傳導出去,從而集中在鑽頭刃口處,加(jiā)大了切削刃的熱負荷(hé),致使切削刃在高溫作用下(xià),失去應有的切削性能,或加速了磨損。
(3)由於切削溫度高,加工硬化嚴重,加上鋼中有(yǒu)碳化物 (TiC 等),形成硬質夾雜物,又易於(yú)使刀(dāo)具發生(shēng)冷焊,故刀具磨損快,使用壽命降低。
(4)切削的粘附性(xìng)較強。由於不鏽鋼的韌性大,在鑽削過程中,切屑在高溫高壓作(zuò)用下形成切屑(xiè)瘤,增加了切屑過程(chéng)中的振(zhèn)動,加劇了刀具的磨損。
2 標準(zhǔn)麻花鑽幾(jǐ)何參數的不適(shì)應性
(1) 標準麻花鑽沿主切削(xuē)刃上各點前角值差別懸殊(由(yóu)+130°~- 30°),橫刃處前(qián)角竟達- 54°~ - 60°,造成較大的軸向力,切削條件極差,切削後的孔表麵加(jiā)工質量較差。(2)棱邊的副後(hòu)角為0°,摩擦嚴重。
(3)在主、副切削刃相交處,切削速度最(zuì)大,發(fā)熱量最多,而散熱條件最差,磨損太快。
(4)兩條主切削刃過長,切屑寬,而各點的切屑流出方向與速度又不同(tóng),切屑(xiè)呈寬螺旋卷狀,排(pái)屑不暢,切(qiē)削液也難以注入到切削區域。
(5)標準麻花鑽的材料(liào)為普通高速鋼,受熱處理工藝的限製,故難以提高切削速度。
3 麻花鑽切削刃參數的改進
針對以上標準麻花鑽的(de)幾何參數的不適應性(xìng),以(yǐ)及不(bú)鏽鋼材質鑽削加工的特點,主要提出以下幾項改進措施:
(1)增大兩條主切削刃的外刃鋒角。因為不(bú)鏽鋼的線膨脹(zhàng)係數(shù)較大,孔容易收縮。因此,外刃鋒角應磨大一些,一般(bān)為135°~ 140°,適當加大鋒角,有利於排屑,還有利於提高鑽頭耐用度。同時,磨出圓弧刃並增(zēng)大該處的前角。這樣,減小了切削力和(hé)切削時的振(zhèn)動(dòng),減少了(le)切屑的變形。
(2)修磨棱邊。標準麻花鑽的副後角為0°,為減少棱邊與工件孔壁(bì)間的(de)摩擦,可將鑽頭的兩條棱邊磨出6°~ 8°的副後角,並(bìng)留出寬度為(wéi)0.1~0.2 mm 左右的窄棱邊。經過生產(chǎn)實踐檢驗,鑽頭經過這種方法修磨後,耐(nài)用度可提高一倍左右。
(3)修磨主、副切削刃(rèn)相交處。加工不鏽鋼(gāng)時,可將主切削刃外緣處的前(qián)刀麵磨去一部分,以減小該處的前角(jiǎo),保證了足夠(gòu)的強度及改善了散(sàn)熱條件。
(4)磨出分屑槽。由於兩條主切削刃較長,排屑不暢,而且不易斷屑(xiè),故沿鑽頭的一條主切削刃後刀麵上磨出數條(一般為兩條)錯開的分屑(xiè)槽(cáo),有利於排屑和斷屑(xiè),以及切削液的注入,改善切削條件。
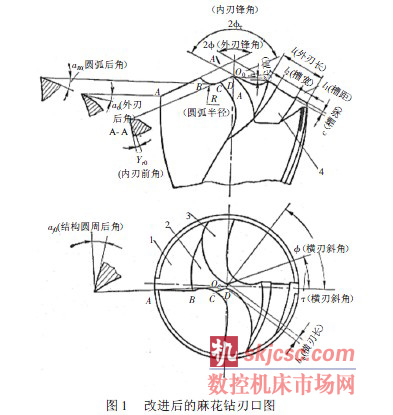
(5)修磨橫刃。橫(héng)刃在切削過程中,起著極為不利的作用,因此修磨橫刃成為改善麻花(huā)鑽切削性能的主要措施。同時磨短橫刃及加大前角。經這種方法修磨(mó)的鑽頭(tóu),不僅(jǐn)分屑好,還能保持一定的強度,可以加大進給量。通過上述修磨後,鑽型如下圖所示。經過生產實踐的檢驗,通過對標準麻花鑽作上述幾何參數的改進,在切屑不鏽鋼時,軸向力可降低約40%,鑽頭的耐用度可提高3~4 倍,同時,被加工孔的表麵質量也有所改善,提高了生產效(xiào)率。
4 切削用(yòng)量和切削液的選擇
(1)切削用(yòng)量的選(xuǎn)擇。根據生產的實(shí)踐經驗,選擇切削用量時,切削速(sù)度不能太高(gāo),不應超過13 m/min,而走刀量則不應太(tài)小,應超過所形成的硬化層,盡(jìn)量(liàng)避免切削刃在硬化層中工作。中途停鑽(zuàn)後再鑽孔時,最好采用機動進刀。
(2)切削液的選擇。生產實踐證明,對於不鏽鋼的(de)切削加工,切削液的冷卻與潤滑作用都顯得非常重要。宜采用具有良好冷卻與潤(rùn)滑性(xìng)能(néng)的切削液或切削油。例如采用一(yī)種(zhǒng)含磷和(hé)硫的添加(jiā)劑的切削油,或(huò)者含10%~15%乳化膏(gāo)的乳(rǔ)化液。
5 注意事項
(1) 鑽削加工屬於半封閉式加(jiā)工,尤其是對於(yú)不鏽鋼的加工,應隨時注意觀察鑽削時的情況,如發現排(pái)屑不暢(chàng)或聲音異樣,應立即退出鑽頭,停止鑽削加以排除。
(2) 鑽(zuàn)削時,零件應夾持(chí)牢固,嚴防鬆動,造成鑽頭折斷。
(3) 鑽頭的製造質量和材料,對鑽孔效果(guǒ)影響很大。實踐證明,在同樣條件下,使用不同廠家生產的鑽頭,其效果有時相差很大。所以在實際生產當中,應注意選用製造精良、材料優良的鑽頭。
(4) 在不鏽(xiù)鋼材料(liào)上鑽孔(特(tè)別是小孔) 時,應(yīng)盡量用較短的(de)鑽頭,以增強鑽頭剛性,改善切削情況。經驗(yàn)證明,短鑽頭(tóu)比長鑽頭的耐用度能提高3~10 倍。
(5) 冷卻要充分。
6 結(jié)束語
不鏽鋼材質的(de)鑽削加工是一個(gè)比較難的課題,它的難點在於斷屑和如何提高鑽頭的耐用度(dù).隻有(yǒu)深入了(le)解不(bú)鏽鋼材(cái)質的性能,控製好鑽(zuàn)頭刃磨時(shí)的各(gè)個幾何參數,同時注意切(qiē)削用量(liàng)和冷卻(què)液(yè)的(de)選擇,才(cái)能更好地完成對不鏽鋼材質(zhì)的鑽削加工。
如(rú)果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








