
何為數控機床位置精度,就是指一台機床的刀尖所能夠(gòu)達到控製係統(tǒng)程序設定的目標位置的(de)能(néng)力,也是用戶最為關注的技術指標及所能夠(gòu)滿足加工精度(dù)的需求。
1. 激光幹涉儀測量原理
激光器發射單一頻率光束射入線性幹涉鏡,然後分成兩道光束,一道光束( 參考光束) 射向連(lián)接分光鏡的反射鏡,而第二道透射光束( 測量光束(shù))則通過分光鏡射入第二個反射鏡,這兩道光束再反射(shè)回到分光鏡,重新匯聚之(zhī)後返回激光器,其中會(huì)有一個探測器監控兩道光束之間的(de)幹涉( 見圖1) 。
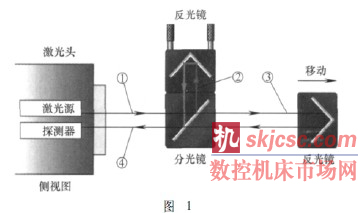
若光程差沒有(yǒu)變化時(shí),探測器會在相長性和相消性幹涉的兩極之間找到穩(wěn)定的信號。若光程差有變化時,探測器會在每一次光程變化時,在(zài)相(xiàng)長性和相消性幹涉的兩極之間找到變化信號,這些變化會被計算並用來測量兩個光程之間的差異變化。
2. 激光幹涉儀(yí)的(de)用途
激光幹涉儀是一種以波(bō)長作為標準對(duì)被測(cè)長度進行(háng)測量的儀器。激光幹涉儀是20 世紀60 年代末期問世的一種新型的測(cè)量設備,由美國HP 公司研製成功並於1970 年投入市場,隨(suí)即受到了相關行業特別(bié)是(shì)機床(chuáng)製造業的重視,其主要在: 線形、角度、垂直度、直線度、平麵度等方麵上應用。隨(suí)著激光幹涉儀測量技術的不(bú)斷提高,測(cè)量軟件的不斷開發其測量範圍越來越廣泛,特(tè)別(bié)是(shì)在(zài)測(cè)量數控機床位置精度方麵用途最為廣泛。
3. 激光幹涉儀測量數控機(jī)床位置精度
( 1) 測量(liàng)環境激光幹涉(shè)儀檢(jiǎn)測數控機床位置(zhì)精度的最為理想測量環境是在20℃ ± 2℃ 條(tiáo)件下進行(háng)。由於測量數控機床位置精度過程中工作現場很(hěn)難控製在標準恒溫條件下進行,因(yīn)此必須充分考慮測量環境的變化所引起(qǐ)的測量(liàng)誤差。好在激光幹涉儀本身(shēn)具備自動補償(cháng)功能,它可(kě)根據測量環境的空氣溫度、相對(duì)濕(shī)度、空氣壓力和3 個材料溫度傳(chuán)感器的變化情況對激光光束波長進行自動修正補償。但是在激光測量采集數據過程中避免突發冷(lěng)熱氣流的產生,特別指出的是數控機床的傳動係(xì)統滾珠絲杠和光柵(shān)尺等所產生的綜合(hé)熱效應是影響數(shù)控機床位置精度(dù)的主要誤(wù)差來源。
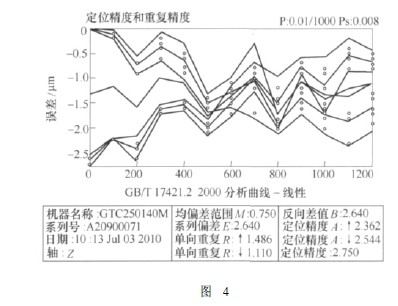
( 2) 測量標準根據(jù)GB17421. 2—2000 評定標準《機床檢驗通則第二部分: 數控軸線的定位精度及重複定位精度的確定》進行評定。通常數控機床位置精度包括: P 為定位精度; Ps為重複定位精度; Pa為位置偏差; U 為反向偏差。這些評定關鍵項目,往往是用戶最為(wéi)關(guān)注,並且由此(cǐ)來評(píng)定機床精度的重要依據。
( 3) 測量準備工作在激光(guāng)幹涉儀(yí)測量機床前必須保證被測(cè)機床的幾(jǐ)何精度合格。主要包括(kuò): 確保激光幹涉儀(yí)校準係統完好、有效(xiào)、準確、可靠,確保機床整機幾何精度檢驗合格,確保被測機床具備檢測(cè)條件,確保機床控(kòng)製係統參數設置正確,確保機床滑動部位運動自如,確保測(cè)量過程中(zhōng)工(gōng)作環境溫度的(de)恒定。
4. 測量方法
( 1) 安裝調試激光幹涉儀的(de)線(xiàn)性折射鏡和線性反射鏡的安裝(zhuāng)盡量選擇機床測量軸線位置( 刀具實際工作範圍內) ,可以減少產生阿(ā)貝誤(wù)差( 見圖2) 。線性折射鏡一般安裝在機床(chuáng)固定(dìng)位置上( 機床主軸位置) ,線性反射鏡(jìng)一般安裝在機床可動位置上(shàng) ( 機(jī)床回(huí)轉刀架位置) 。特別指出的是線性折射鏡與激光頭安裝位(wèi)置盡量(liàng)靠近,因為它們之間是盲區,激光幹涉儀自動補償功能無法進行(háng),將會(huì)產生死程誤(wù)差。在調試線性折射鏡和線性反射鏡(jìng)的光(guāng)路時盡(jìn)
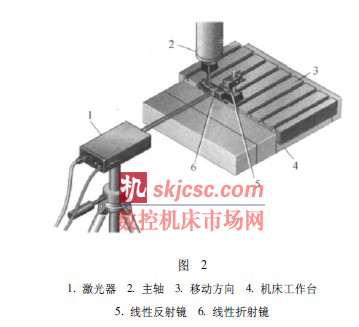
量使激光頭放射的兩束平行光的光路相(xiàng)互一致。但是我們在實際調試光路時(shí)由於操作水平及安裝環(huán)境條(tiáo)件限製,可能產生光路的偏移,同(tóng)時也就(jiù)產生餘(yú)弦誤差。不過我們在實際測量中做過試驗返回到激光頭光路的偏移量(liàng)在(zài)0. 5mm 範圍內(nèi),將不會影響機床測量精度。如果光路偏(piān)移量過大,光路信號不在測量區域範圍內,也就無法測量了。
( 2) 確定測量(liàng)目標位置根據GB17421 評定標
準中規定,機床規格小1 000mm 取不少於10 個測量目標位置,大(dà)於1 000mm 測量目標位置點數適當增(zēng)加,一般目標值取(qǔ)整數,但是我們建議(yì)在目(mù)標值整數後麵加上(shàng)三位小數。主要考慮機床滾珠絲杠的導程及編碼(mǎ)器的節距所產生的周期誤差,同時也考慮機(jī)床全程(chéng)上各目標位置上得到充分地采集。
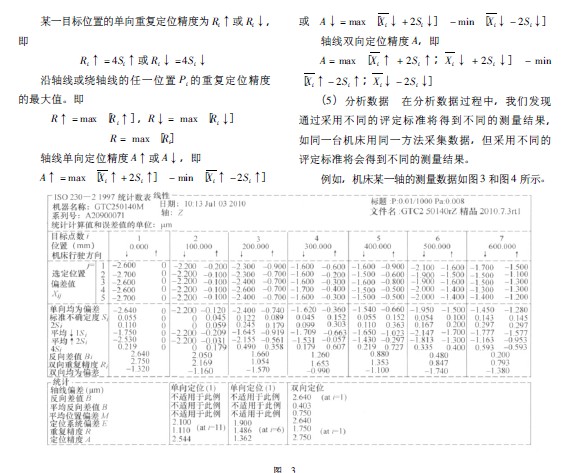
( 3) 確定采集移動方式采集數據方式有(yǒu)兩種:一種是(shì)線性循環采集方法,另一(yī)種是線性多階梯循環方法。GB17421 評定標準中(zhōng)采(cǎi)用線性循環采集方法。測量移動方式: 采(cǎi)用沿著機床軸線快速移動,分別對每個目標位置從正負兩個方向上重複移動五次測量出每個(gè)目標位置偏差,即運動部件達到實(shí)際位置減去目標(biāo)位置之差(chà)。
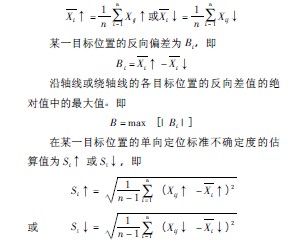
( 4) 評定方法采用雙向計算方法進行評定機床的位置精度。目標位置為Pi,下標i 表(biǎo)示移(yí)動目標位置中的指定位置。實際位置(zhì)為Pij,下標j 表示移動第j 次向第i 個目標位(wèi)置移動時實(shí)際到達的位置。目(mù)標位置偏差為Xij,Xij = Pij - Pi。正、負方向目標位置為Xij↑、Xij↓。某一目標位置的(de)單向平均位置偏差為Xi↑或Xi↓,即
5. 結語
測量(liàng)數控機床位置(zhì)精(jīng)度的方法很多,但最重要的是看合同書上標注的所采用的那種評定標準(zhǔn)。各國家有各自不同的評定標準(zhǔn)及測量方法,好在我們有一個可以共同遵守的國際標準ISO230—2: 1997。目前我國采用的GB/T17421. 2—2000 標準是依據ISO230—2: 1997 標準修訂演變過來的,兩個標(biāo)準在數據分析數理統計和測量結果(guǒ)上是完(wán)全一致,完全可以等同采用。
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






")

