
1 引言
汽車發動機缸蓋的主(zhǔ)要加工部(bù)位(wèi)氣門(mén)導管是發動機中關(guān)鍵的零部件(jiàn),而導管孔的加工刀具一直是發(fā)動(dòng)機加工(gōng)中比較難解決的問題。導(dǎo)管的材質(zhì)一(yī)般為粉末冶金、鑄鐵等難加工材(cái)料,作為(wéi)汽(qì)車發動機關鍵零部件,缸蓋氣門(mén)導管孔的加(jiā)工精(jīng)度要求很高。
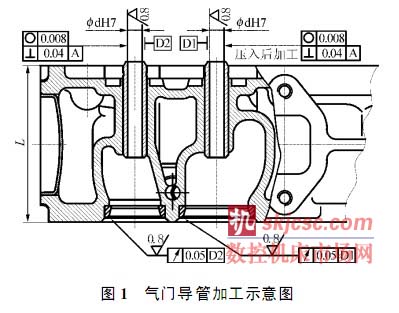
如圖1所示,缸蓋(gài)座圈錐(zhuī)麵與導(dǎo)管孔這一組孔係的精(jīng)度要求為:導管(guǎn)孔的孔徑精度為H6-H7,粗糙度為Ra0.8um左右,座圈錐麵對於導管孔跳動0.02-0.06mm。
目前,大(dà)部分發動機廠家采用合金鉸刀或者合(hé)金塗層鉸(jiǎo)刀加工,而這些刀具在加(jiā)工中磨損很快,一般加工幾十件後就需要(yào)換刀,嚴重影響發動機加工的(de)生產節拍,因此迫切需要一種能解決導管孔加(jiā)工難(nán)題(tí)的刀具。
鄭州市鑽石精密(mì)製造有限公司(簡稱鄭鑽)在試製優化切(qiē)削參數等係列過程後,研製的汽車發動機氣門導(dǎo)管孔鉸刀采用PCD材質替代PCBN材質,顛覆了(le)業界PCD材料(liào)不能加工黑色金屬的(de)傳統理念,最終解決了發動機中導管孔加工的難題。
2 PCD刀具和PCBN刀具比較
PCD刀具具有硬度(dù)高、抗壓強度高、導熱性及耐磨性好等特性,可在高速(sù)切(qiē)削中獲得(dé)很高的加工精度和加(jiā)工效率。這(zhè)些特性是由金剛石晶體狀態決定的。金剛(gāng)石是單(dān)一碳原子(zǐ)的結晶體,獨特的晶體結構使其具有自然界最高(gāo)的硬度、剛性、折射率、導熱係數以及極高的抗磨損性、抗腐蝕性及化(huà)學穩定性。圖2為部分刀片、鉸刀產品。

由於CBN晶體與金剛石晶體都屬閃鋅(xīn)礦型,且晶格常數相近,化學(xué)鍵類型相同(tóng),PCBN刀具(jù)具有較高的硬度和耐磨性、較(jiào)高的熱穩定性和高溫硬度、較高的化學穩定性、良好的導熱性和較(jiào)低的摩擦係數。
PCBN刀具與PCD刀具的硬度(dù)和抗壓強度相近,但PCBN刀具有比PCD刀具更高的熱穩定性和(hé)化學(xué)惰性。
3分析導管材質及(jí)加工精(jīng)度,選擇(zé)加工刀具
導管的材質一般為鑄鐵或者粉末冶金,屬於黑色金屬難加工材料,具體參數見表1。

按(àn)照傳統理論,PCBN更適合加工黑色金屬,也就是說更適合發動機導管的加工。但是,PCBN不適合(hé)加工硬度低的(de)工件,而且如果要發揮其熱穩定性和紅硬性的優點就必須選擇較高(gāo)的線速度。由於導管孔的(de)內徑很(hěn)小(一般在4.5-12之間),無法選擇適合PCBN切削的線速度,也就無法發(fā)揮其紅(hóng)硬性(xìng)和熱穩定的優點,反而磨損非常快,不適合加工導管材料。
PCD刀具(jù)的(de)金剛石材料化學成分是碳,與鐵係有親和力。切削過程中,金剛石的導熱性優越,散熱快,隻(zhī)要注意切削熱(rè)不高於700,就不會發生石墨化現象。也就是說,隻要在加工過程中控製好PCD刀具的切削溫度就可以加工導管孔,並且適合加工硬(yìng)度較低的工件,對線速度也沒(méi)有苛刻的要求。
4 設計適合導管加工的PCD鉸刀
在設計刀具時要考慮刀頭材質、刀體材質、切削刃為圓弧刃還是直線刃、刀具的幾何角(jiǎo)度、前角、後(hòu)角以及(jí)切削參數等因素。圖3為鉸刀(dāo)結構示意圖,圖4為不同型式鉸刀實物圖。

(1)刀頭材(cái)質粒度的選擇
PCD材料(liào)粒度對刀具抗磨損、抗破損性能影響明顯。粒度大,磨損小;粒度小,磨(mó)損大。為了降低磨損率,一般選擇較大的PCD粒度,導管孔粗糙度要求為(wéi)Ra0.8-1.6,最終選擇粒度為15-25範圍。考慮到導(dǎo)管孔徑小,切削刃采用單刃。
(2)刀體材質的選擇
導管孔屬於長徑比較大的小孔加工,刀杆必(bì)須有很好的強度和一定的(de)韌(rèn)性,因此(cǐ)選擇硬質合金作為基體材(cái)料。刀具(jù)在加工中要求散熱性好,因而選擇螺旋內冷方(fāng)式,以確保散熱快、溫度均勻。為保證刀具的直線度要(yào)求,硬質合金基體采用導向方式。
(3)圓弧刃和直線刃的選擇
PCD刀具在切削時的材料去除量極小(一般在微米級以下),切削時刀尖部分與工件相互作(zuò)用,此時刀具切削部分是指實際參加(jiā)切削的刀(dāo)尖幾何形狀部分。目(mù)前一般做成直(zhí)線切削刃和(hé)圓弧r切削刃兩(liǎng)種(zhǒng)形(xíng)式。直線刃刀具難以加工出超精密表麵,圓弧切削刃(rèn)加工(gōng)表(biǎo)麵質量好,但(dàn)刃(rèn)磨比較麻煩。基(jī)於表麵質(zhì)量和加工精度的(de)考慮(lǜ),選擇圓弧刃方式(shì)。
(4)刀具幾何角度的選擇
刀具的幾何(hé)角度也影響著(zhe)刀具壽命。導管材料屬於難加(jiā)工材料,根據其成份,設(shè)計時選擇前角為3-6度,後角為10-15度(dù)。
(5)切(qiē)削速度的(de)選擇切削線速度計算公式為
![]()
切(qiē)削速度是影響PCD刀具(jù)磨損的主要因素(sù),隨著切削速度的提高,刀具磨損加快。加(jiā)工導管的刀具線速度選擇如表2所示。

刀具製作(zuò)後給多家發動機廠試用,試用效(xiào)果很好,加工(gōng)效率大幅度提高(gāo),並且減(jiǎn)少了換刀次數,保證了加(jiā)工工件的穩(wěn)定性。
5 結語
鄭鑽公司設計的加工導管孔(kǒng)高精密超硬刀具參數見表3。

試驗結果表明,該PCD(聚晶金剛石)鉸刀刀具是更適合加工汽車發動機導管孔的刀具,解決了發動(dòng)機中導管孔加工的難題(tí),可發揮PCD鉸(jiǎo)刀加工(gōng)精度高、切削(xuē)力小、壽命長、減少熱變形等一係(xì)列優勢。
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








