
第十二屆中國國際機床(chuáng)展覽會在(zài)北京順利舉行,此次展(zhǎn)會參展製造商眾多,很多國內機床製造商都展示了(le)各自特色的五軸及專機產(chǎn)品,代表著製造(zào)技術水(shuǐ)平與我(wǒ)廠水平正在逐步拉近,尤其是國家重大專項資金的使用更加推(tuī)進了國內製造業的迅速發展;而國外(wài)進口機床也(yě)出現了同(tóng)種型號機床反複展覽的現象,這(zhè)可能是反(fǎn)複展覽的機床確實有著廣泛的銷售前景,值得我們借鑒。亦可能是(shì)新結構機床的誕生滯留在了(le)瓶頸位置,目前隻能通過(guò)高速切削、組合加工機床來實現提高生產效率(lǜ)的(de)效果。因此,很多(duō)製造商將加工自(zì)動線的組建作為提(tí)高生產效率(lǜ)的新銷售增長點。
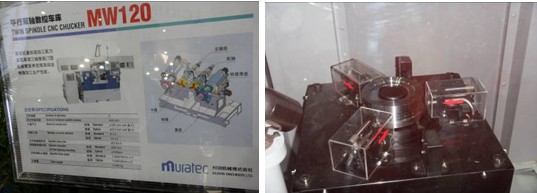
在此次展會中,展示的(de)自動線形式囊括了機內機械手(shǒu)、框架機械手及關(guān)節機器人。據了(le)解,自動線在日本的機械化加工及裝配的應用最為廣泛,組線技術非常成熟,經驗豐富;其次為全球較大規模(mó)的汽(qì)車製造商(shāng)對自動線的應用。而目前我國機械製造(zào)行業對自動線的應用還普遍局限在單件、大批量、工序單一等零件的粗加工及半精加工上。而此次展會展出的許多進口自動線也正是看準了這類市場,推出(chū)了性能穩定的針對工序簡單零件的加(jiā)工自動線(xiàn)。此類自動線(xiàn)加工邏輯關係簡單,故障(zhàng)率低,編程方便。如(rú)日本(běn)村田的MW120機床及日本TAKISAWA的TT-1600G機床,此類機床的主軸、刀架對稱布局,非常有利於單件、正反兩麵盤類件的加(jiā)工,同時(shí)將翻轉機構與手爪安裝在機床上方,極大地降低了機床的占地麵積。此機床(chuáng)配置簡單(dān)的刀具破損檢測功能,通過加工時機床電流的變化來(lái)確定(dìng)換刀時間,此方法會降低批量加工工件的CPK值,主要用於零件的粗加工及半精加工。同時機床配置了單個零件取出機構,可用於隨時將零(líng)件取出並進行人工檢測(cè)。另外,對於機械手抓取過(guò)程,可能會出(chū)現抓取不(bú)到位而導致的零件(jiàn)掉落於排屑器中,零件可能需(xū)要進行返修。
而對於工(gōng)序簡單零件的(de)半精加工及精加工,森精機推出了NLX2500數控車床,此機床提供工件加工後單一工步外圓及內孔的在線檢測,並將結果反饋(kuì)給機床,通過係統自動刀補來對加工參數進行修(xiū)正,達到CPK值1.67以上。國內的零件在線檢測設備做的相對(duì)粗糙(cāo),會出現誤(wù)判等現象,還(hái)需進一步研究零件(jiàn)是否返修等情況。
今年展會中,國內一些數控機(jī)床生(shēng)產廠家也展示了各自的組線能力(lì)。比較(jiào)突出的有大連機床的(de)DXGT-001缸套(tào)自(zì)動生產(chǎn)線。此線完成缸套從毛坯(pī)到成品(pǐn)的全部加工內容。機床由大連機床生產(chǎn)的數控臥式車床、單臂鏜床及桁磨機床完成。采用框架機械手串聯組線的方式實(shí)現了高效的自動化生產。組線機床為三台DL20MST數控臥車、一台鏜床、一台DL25M數控臥車及1台桁磨機(jī)床。
北一大隈也推出了一款機內機械(xiè)手集成在LCR-270機床上。機床展示的加工件相對簡單,但是(shì)細節考慮非常周到,值得我們借鑒。防護觀察門與(yǔ)機(jī)械手抓料門分開的設(shè)計降(jiàng)低(dī)了加工時的危險同時防止鐵屑在開關門時帶出機床。其主軸吹氣(qì)裝置為大孔(kǒng)徑不鏽鋼管,同時配置蓄氣瓶,保(bǎo)證高壓吹屑的同時,也防(fáng)止突然(rán)斷電導致機械手爪上的工件掉落而碰傷工件。
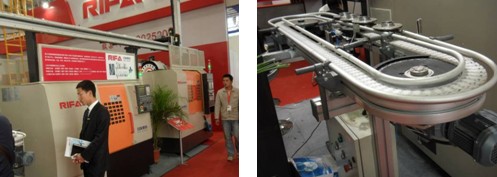
國(guó)內新的(de)框架機械手(shǒu)製造廠家要數(shù)浙江金石機器(qì)人製造有限公司。此公司生產的(de)機械手串聯方式組線,與浙江日發一台數控臥式車床、一(yī)台立式加工中心(xīn)配合使用,加工(gōng)汽車輪(lún)轂內圈法蘭盤。
沈一車床展示的ETC3635u自(zì)動上下料數控車床為機床自動上下料提(tí)供了一種新的設計理念,用相(xiàng)對較小的(de)空間完成(chéng)了工件上下料,適合不需調頭的工件加工,上(shàng)下料節拍相對框架機械手較短(duǎn)。
展會中的關節機器人使用相對直觀,主要供應商有(yǒu)日本三菱、不(bú)二越、FANUC、德國KUKA、深圳新鬆(sōng)、首鋼莫托曼等。
通過近期對一些零件組線的了解,得知不是所有小規格零件都適合自動線加工,適合(hé)加工的零件必須滿足毛坯餘量穩定;機床夾具有機(jī)械手通過的夾持空間並且卡盤間隙足夠大;並且零件外(wài)形是(shì)適宜擺放的盤類、軸類零件。組線時,需(xū)注意以(yǐ)下方麵(miàn):①手爪在抓取工件時可能出現抓取不牢固(gù)現象,需編(biān)程二次(cì)抓取。②工件如A、B麵(miàn)平行要求嚴格時,卡盤需增加氣密(mì)檢測裝置,手爪可進行二(èr)次裝(zhuāng)料。③如用戶對工件CPK值要求較高(gāo),需增加工件在線測量裝置,同時將與(yǔ)理論數值的(de)差值補償到係統中。④如自(zì)動線無自(zì)動檢測裝置(zhì),機械手需具有丟料功能,並有料滿(mǎn)提醒裝置。⑤需增加(jiā)主軸環噴功能,將卡爪(zhǎo)及工件上的切削吹落,以防檢測零件(jiàn)被誤判為不合格品。⑥蓄氣瓶的應用。⑦機械手工作區域必須增加防護欄(lán)柵(shān),具有開門機械手運動停止功能,以便保(bǎo)證人員絕對安全。
通過此(cǐ)次展會,使我對自動化生(shēng)產有了(le)進一步了解,近幾年,自動線應用在機械加工中的比例(lì)越來越大,加工精度、生(shēng)產效率、利(lì)用率和柔性化進步巨大。自動化技術(shù)達到了較高水平,同時(shí)推動了機加工具、控製技術及其他相關技術的綜合應用。隨著市場(chǎng)需求越來越大,自動化技術的應用必將推動金屬切削市場的(de)高速發展。
如果(guǒ)您有機床行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








