
1 引言
葉輪是渦輪式(shì)發動機的核心部件。其典型的應用還有(yǒu)離心壓(yā)縮機、泵(bèng)、徑流式渦輪和膨脹機等許多動力機械(xiè)。其加工質量(liàng)的優劣對發動機的性能有著決定(dìng)性的影響。然而,通常發動機中的葉輪為整體葉輪,而其葉片的形狀又是機械中(zhōng)最難加工的曲麵(miàn)構成的。因此,整體葉輪的加工一直是機械加工中長期困擾工程(chéng)技術人員的難題。為了加工出合格的葉輪(lún),人們想出了很(hěn)多的(de)辦法。由最(zuì)初的鑄(zhù)造成型後(hòu)修光,到後來的石蠟精密(mì)鑄造,還有電火花加工等方法。其中,也有(yǒu)的廠家利用三坐標(biāo)仿形(xíng)銑。但(dàn)是這些(xiē)方法不是加工效率低下,就是精(jīng)度或產品機械(xiè)性能不佳(jiā),一直到數控加工技術應用到(dào)葉輪的加工(gōng)中,這些問題才得到(dào)了根本的解決(jué)。[1~4,8~10]
葉輪加工的複雜性主要在於其(qí)葉片是複雜(zá)的曲麵造型。而且能否精確地加工出形狀複雜的葉輪已成(chéng)為衡量(liàng)數(shù)控機床性能(néng)的(de)一項重要標準。曲麵根據形成原(yuán)理可以(yǐ)分為直紋曲麵和非直紋曲(qǔ)麵。直紋麵又可分(fèn)為(wéi)可展直紋(wén)麵和非可展直紋麵(miàn),對於可(kě)展直紋麵(miàn),完全可以使用非數控(kòng)機床進(jìn)行加工。而對於非可展直紋麵和自由曲麵(非直紋曲麵)葉片的(de)整體(tǐ)葉輪來說,則必須(xū)用四軸以上聯動的數控機床才能準確地將其加工出來。
由於數控機床具有四軸聯動或五軸聯動的功能,則利用它進(jìn)行葉輪加工時,既可以保(bǎo)證刀具(jù)的球頭部分對工件進(jìn)行(háng)準確地切削(xuē),又可以利用其轉動軸工作使刀具的刀體或刀(dāo)杆部分(fèn)避讓開工件其它部分,避(bì)免發生幹涉或過切。
2 國內外葉輪數控加工發展現狀
早在七十年代初我(wǒ)國的幾家大型企業就開(kāi)始將數控機床用於整體葉輪(lún)的(de)加工上。目前,我國已有(yǒu)越來越多的(de)廠家開始采用鍛造毛坯後多坐標NC 加工成型(xíng)的方法(fǎ)加(jiā)工(gōng)葉輪,尤其是國防工業中(zhōng)所用的關鍵葉輪,如火箭發動機的轉子、風扇,飛機發動機的(de)渦輪等。目前都已采用多坐標(biāo)數控機床加工。國內所(suǒ)用的(de)機床大(dà)多是引進的具有國際(jì)先進水平的四、五軸聯(lián)動數(shù)控機(jī)床。
按葉輪(lún)的曲麵(miàn)形狀的不同,在(zài)數控機(jī)床上(shàng)加工葉輪采用(yòng)了(le)兩(liǎng)類方法。第一類是點銑法,即(jí)用(yòng)球頭刀(dāo)按葉片的流線方向逐(zhú)行走(zǒu)刀(加工一個葉片一般需50~200 次走刀),逐漸加工出葉(yè)片曲麵。這種方法在自由曲麵(miàn)型葉片上普遍采用,在(zài)一小部分直(zhí)母線型葉片上也采用(yòng)。我國航天用的轉子、風扇(shàn)都采用(yòng)這種點(diǎn)銑法。
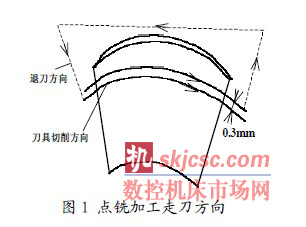
以航天部某機器廠加工某型號葉輪為例,葉輪材料為TC6 鈦合金。其加(jiā)工方法即(jí)是在四(sì)軸聯動(dòng)的機床上利用圓柱球頭(tóu)銑刀進行點銑加工。即從葉片頂部開(kāi)始,沿葉片的流(liú)線方向(xiàng),用球頭(tóu)刀的刀頭部分對其進行切(qiē)削,當其走刀行程加工完(wán)一側的一條流(liú)線後(hòu),經過退刀及(jí)進刀後,刀具即向輪轂(gū)方向移動0.3mm,進行下一次切削,直到葉片的一麵加工完畢,再對另一麵進行切削。如圖1。
利用這種方法加工出的葉片能夠較精確地符合葉片設(shè)計型麵的要求,精度較高,而且加工走刀方向和設計流(liú)線方向相同(tóng),對(duì)葉輪運行時的動力性能有利。但是(shì)其最顯著的缺點為(wéi)加工效率低下,上述所(suǒ)加工葉輪直徑為279mm,葉片高度為40~75mm。用這種方法加工出(chū)一個完整的葉(yè)輪耗費機時500 個左右,需占用機床一個月,耗費大量(liàng)的機時費和(hé)人工費用。大大(dà)增(zēng)加了產品(pǐn)的(de)生產成本(běn)。而且,這種點銑的切削方(fāng)式,隻有刀具(jù)頭(tóu)部一點或一圈切削刃參加切削,刀(dāo)具磨損嚴重,需(xū)要經(jīng)常換刀(dāo)及重(chóng)磨刀具,生(shēng)產成本進一(yī)步增加(jiā)。第二類(lèi)是側銑法。即用圓柱銑刀或圓錐銑刀的側刃銑削葉片曲麵,它主要用於直母線型葉輪的加工上。我國增壓器模型葉輪已采用此種方法製造。這種銑削方法比采用點銑法能顯著改善葉片的表麵(miàn)粗糙度以及顯著提高葉輪的加工效率,但是我國國防工業中,由於對側(cè)銑加工的方法有疑(yí)慮,很少采用側銑(xǐ)的方法,使葉輪的加工效率低下。
盡管(guǎn)非(fēi)可展直紋麵是非可展的,(也就是說,存在於直母線兩端(duān)的曲麵(miàn)法矢方向是不平行的)但它畢竟是(shì)由直母線沿導線掃描形成的。(以直紋拋物麵為例,就是直母線的一端以直線為導線,而另一端以拋物線為導線,掃描而成的(de))也就是說,將曲(qǔ)麵離散後,可以得(dé)到曲麵上的一條條方向各不(bú)相(xiàng)同的直線。
正是利用很大部分葉輪曲麵為非(fēi)可展直紋麵這一特性。國外許多家公司已開始采用四軸側銑來加工非可展直紋麵葉片的整體葉輪。其中(zhōng)世界上(shàng)最著名的美國NREC 公司提供的資料上就介紹(shào)了該公司生產的軟件(jiàn)MAX5就能夠完成為葉輪的四(sì)軸(zhóu)側銑(xǐ)數控加工生成數控代碼的工作(zuò)。[7]在該軟件(jiàn)中采用了三項美國專利來解決用側銑加工非可展(zhǎn)直紋麵的誤差問題。用數控編程時進行的處理(lǐ)工作來避免理論切削誤差。同時,軟件中針對各種不同的葉(yè)輪形式還設計了切削路徑的(de)模板,可以直接生成刀具軌跡,然後根據具體情況再進行調整,這樣可以大大地節約編程時間,提高(gāo)效率。
據調查,在俄羅斯的葉輪加工中,也已大量使用側銑的加工方法進行加工,前例中提到葉輪在俄羅斯(sī)隻需幾十個小時即可加工完成,而有些非重要用(yòng)途的鋁材料(liào)葉輪甚至隻需幾十分鍾即可加工完(wán)畢。生產效率大大提高,而且利用側銑的方法加工,可以避免刀(dāo)具與工件接觸區集中於(yú)一點,從而減輕了刀具磨損,這兩項都大大地(dì)降低了生產成本和表麵粗糙度。
而(ér)且(qiě),這些年發(fā)展起來的高速切削在葉輪(lún)葉片加工中已(yǐ)經廣泛使用。Starrag 公司提(tí)供的五軸、四軸葉輪葉片加工機床的最高轉(zhuǎn)速可達5 萬轉/分(fèn)。實際生產中轉速也常(cháng)用到(dào)1 萬轉/分左右。使用硬質合金刀具加工不(bú)鏽鋼普(pǔ)遍切削(xuē)速度為150米/分。
在編程方麵,葉輪的數控加工代碼的生成也是一個很重要的步驟。目前多數廠家采用通用CAD/CAM 的商用軟件編製葉輪的數控加工程序。目前用得較多的(de)有UGⅡ,CAMAND 等。采用(yòng)這些軟件編程有不便之處,由(yóu)於通用軟件並非針對某一種零件設計,所以其功能繁多、界麵複雜。輸入參數後須經過許多(duō)步驟才能編出程序,且需多次反複,而且編(biān)程人員必須對葉輪幾何造型很熟悉,同時用相當多的時間學習掌握了通用軟件的使用方法才(cái)能編(biān)出葉輪數控加工程序。
也有部分工(gōng)廠未(wèi)采用通用軟件,而是針對某一葉輪編製了專用程序,但現在情況多是使用麵(miàn)窄,使用性能也較差。例如(rú),航天機電(diàn)集團某廠所做風扇是使用(yòng)早年北京郵電大學研製的程序,此程序(xù)還是DOS 下所編製的,使用很不方便。航天機電(diàn)集團三院某所的加工轉子(zǐ)的(de)軟件也是在此基(jī)礎(chǔ)上(shàng)改編的。
國際上有許多工廠與我國的情(qíng)況類似,也采用通用軟件編製(zhì)葉輪數控加工程序。但一些先進的多坐標數控機床生產廠商(如STARRAG)及專業的葉輪加工工廠(如(rú)美國的NREC)都推出(chū)了專用於葉輪的數控加(jiā)工軟(ruǎn)件包,如MAX-5, MAX-AB,STARRAG 程序等。不采用通用的CAD/CAM 軟件有一係(xì)列的(de)優點。這是因為專(zhuān)用軟件的生產廠商通常都有多年的葉輪(lún)加工和數控編(biān)程的經驗,軟件中針對不同(tóng)特征的葉輪設計了刀具路徑模板。對於葉輪加工中最易(yì)出現的幹涉問題,也有了充分的考慮(lǜ)。這些(xiē)都是通用軟(ruǎn)件所(suǒ)不具備的。另外,這些軟件通常集成性好,可以和設計結果和工藝(yì)設計直接相連。作(zuò)為專用軟件,界麵(miàn)更為簡潔(jié)、重點突出,利於設計人員掌握。這些程序盡管編程性能優(yōu)良,但所包含的工藝信息都很少。一般隻提供刀具尺寸表、轉速表、進給率表等,而缺乏推薦(jiàn)的切削刀具與切削量,更沒有如何減少加工變形的指南。
我國尚缺乏在這種專用於葉輪的(de)數控加工的編程軟件,國內少數工廠(chǎng)已經認識到專用軟件的優越性,意欲引進(jìn)。但國(guó)外索價昂貴。所以開發(fā)中國產權的(de)葉輪數控加工軟件迫在眉睫。
3 一種新的數控加工方法(fǎ)
從理論上講,利用四軸、五軸聯動機床(chuáng)側(cè)銑的方法來加工非可展直紋麵,是有(yǒu)誤(wù)差的。而且,對(duì)於直(zhí)紋拋物麵這種非可展直紋麵(miàn)來說,加(jiā)工一個曲麵時(shí),刀具與工件(jiàn)的接觸線越長(zhǎng),加工誤差也(yě)就越大。雖然(rán),相對於點銑來說(shuō),側銑的加工效率要高出許(xǔ)多。但(dàn)是如果加(jiā)工後型麵誤差不合(hé)格就不能采用(yòng)側銑法。可見誤差計算十分重要。美國的NREC 公司也是(shì)在(zài)采用計(jì)算誤差後通過調整刀位保證誤差合格,從而進(jìn)行側銑加工。但其刀位調整方法是(shì)保密(mì)的。
本文中正是(shì)針對這一問題提(tí)出了分(fèn)片側銑的加工方法進(jìn)行非可展直紋麵的葉(yè)輪葉(yè)片的加工。 [11,12,13,14]也能實(shí)現這一功能。
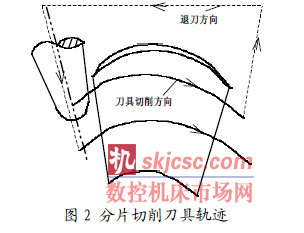
很容易(yì)理解,分片側銑就是利用側(cè)銑的方法加工葉片,但並不(bú)是一次就將整(zhěng)個葉片從葉頂到葉根全部銑出。而是將葉片縱向分為幾(jǐ)片,加工時首(shǒu)先用刀(dāo)具側刃加工最外麵的一片。然後,進行退刀、進刀,再加工相(xiàng)鄰的下一(yī)個分片。分片數(shù)越多,工件與刀具的接觸線就越短,理論加工誤差就越小。當分片(piàn)數足夠多時,加工誤差就會符合工件要求。具體方法如圖2。
在此思想指導下開(kāi)發的專用葉輪CAD/CAM軟(ruǎn)件係統(tǒng),在刀位計算過程中,首先由用戶(hù)選擇分片數。軟件係統則會自動計算出刀位點(diǎn)及(jí)加(jiā)工誤差,如果加(jiā)工誤差(chà)超過(guò)設計人(rén)員所要求(qiú)的誤差範圍,則軟(ruǎn)件提示操作者增加分片數,重複上一過程,直到誤差合格為止(zhǐ),經過計算,上例中所(suǒ)提到的葉輪葉片分片數大於3 時(shí),誤差計算即可合格。並(bìng)且經過(guò)Vericut 仿真軟件驗證,加工完成件的形狀(zhuàng)及誤差均符(fú)合要求。仿真結果如圖3。這樣,加工葉片單麵所需的走(zǒu)刀次(cì)數由 250次左右(yòu)減少到4 次(需進行清根(gēn)),效率(lǜ)可提高60 多倍(bèi)。當然這隻是理論計算,如另外考慮切削力增大對刀具振(zhèn)動、葉片(薄壁件)加工變形的影響(xiǎng),則需工(gōng)藝人員根據實際情況再適當增加分片數(shù)。據估(gū)計實(shí)際效率應增加10 倍以上。

4 結論
目前國內外葉輪數控方法大致分(fèn)為(wéi)兩大類:點銑法(fǎ)和(hé)側銑法。尤其對直紋葉片曲麵的葉輪,在國外已廣泛采用側(cè)銑(xǐ)法進行加工(gōng),加工效率及精度都較高(gāo),已較成熟。而在國內此方法(fǎ)尚在探索階段,應當成為(wéi)工藝人員(yuán)的研究方向。與此相應,國外用於葉輪的數(shù)控加工(gōng)軟件已較為成(chéng)熟,但對於國內大多數廠家來說價格難以承受;而國內的數控(kòng)加(jiā)工軟件功能及穩定性尚需進一步提高。本文也在此方麵進行了(le)一(yī)些探索,提供了一種新的工藝方案——分片(piàn)側銑。相信(xìn)在不久的將來國內外葉輪加工廠家必將以高效、高質的側銑工藝代替效率及質量都很低下(xià)的點銑加工,我國的葉輪生產也將跨上一個新的台階。
如果您有機床(chuáng)行(háng)業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com






金馬")

