
針對曲軸兩大失效模式:軸頸磨損和疲勞斷裂,需要對曲軸表麵進行強化處理.經表麵強化處理(lǐ)後的曲軸,在硬度,耐磨性(xìng)及抗疲勞強度等方(fāng)麵(miàn)有不同程度的提高,從而有(yǒu)效保證(zhèng)曲軸的性能.
曲軸(zhóu)是內燃機中承受衝擊載荷、傳遞動力的關鍵零件,在內燃機(jī)五大件(jiàn)中是最難(nán)以保證(zhèng)加工質量的(de)零件。由於曲(qǔ)軸工況條件惡劣,因此對(duì)曲軸的材質、毛坯(pī)加工技術、精度、表麵粗糙度、熱處理和表麵強化、動平衡等要求(qiú)都十分嚴(yán)格。若其中任(rèn)何一個環節沒有保證質量,即可嚴重影響曲軸的壽(shòu)命(mìng)和整機(jī)的可靠性。
曲軸材質目前主(zhǔ)要分兩(liǎng)類:一類是鍛鋼,另(lìng)一類是球墨鑄鐵(tiě)。采用鑄造方(fāng)法可獲得較為理想的結構形狀,有利(lì)於曲軸的輕量化設計,且加工餘量隨(suí)鑄造工藝水平的提高而減小。另外,球墨鑄鐵的切削性(xìng)能良好,並且和鋼質(zhì)曲軸一樣可以進行各種(zhǒng)熱處(chù)理和表麵強化處理來提(tí)高(gāo)曲軸的抗疲勞強度、硬度和耐磨性,而且球鐵中的內摩擦所耗功比鋼大,減小了工作時的扭轉振動的振幅(fú)和應力,應力集中也沒有剛質曲軸敏感,所以球墨鑄鐵曲軸(zhóu)在國內外得到廣泛應用。對於(yú)160 kW以上(shàng)的大功(gōng)率曲軸,則優先采(cǎi)用鍛鋼曲軸。
無論是鍛鋼曲軸還是球墨鑄(zhù)鐵曲軸,一般都必須實(shí)施表麵強化處理(lǐ)工藝,其目的(de)在於針(zhēn)對曲軸的兩大失效模式:軸頸磨損(sǔn)和疲勞斷裂(liè)。經表麵強化處理後的曲軸,在硬度、耐(nài)磨性(xìng)、抗疲勞強(qiáng)度方麵有不同(tóng)程度的提高(gāo)。針對不同材質、不同工況條(tiáo)件的(de)曲軸(zhóu),應采用不(bú)同的表麵處理(lǐ)技(jì)術,才能達到較好的處理效果。
曲(qǔ)軸表麵(miàn)處(chù)理方法較多,但歸納起來可以分為以(yǐ)下幾種:
1.氮化處理
曲軸的氮化包括氣體軟氮化(huà)、離子氮化和鹽浴氮化(huà)等(děng),適合於各類曲軸,其功能主要是提高曲軸軸頸的硬度、耐(nài)磨性(xìng)和耐腐蝕性,對提高曲軸疲勞強度方麵貢獻不大,大約30%左右。

氣體軟氮化由分解、吸收和擴散(sàn)三(sān)個基本過程組成。在氣體軟(ruǎn)氮化過程中,滲劑不斷分解,產生活性氮原子和(hé)活性碳原子,這些活性(xìng)原子被(bèi)吸附到曲軸表麵並(bìng)擴散滲入到(dào)球墨鑄鐵中。氣體軟氮化的溫度一般為570℃左右。氣(qì)體氮化一般不會降低曲(qǔ)軸的(de)表(biǎo)麵粗糙度等級,但是由於曲軸出爐冷卻過程中同空氣接觸,從(cóng)而形成一層(céng)很薄的、容易脫落的氧化膜,它將危害軸瓦的正常工作(zuò),因此(cǐ)曲軸氮化處理後,重要部位(wèi)須進行拋(pāo)光處理。
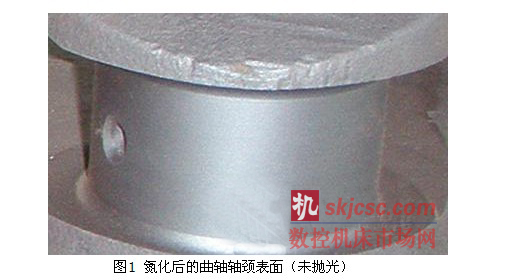
氮化處理後,曲(qǔ)軸的表(biǎo)麵形成結構均勻、具有一定韌性且硬度(dù)很高的致(zhì)密化合物層,它對提高曲軸的耐磨性起著主要作用;另外與化合物(wù)結合成緊密的、由表及裏並具有(yǒu)相當高硬度的擴(kuò)散層,同樣起著提高耐(nài)磨性的作用;同時,氮化層組織本(běn)身具有一定潤(rùn)滑減磨作用,使曲軸的摩(mó)擦係數大大降低。氮化(huà)後曲軸表麵致密化合物層化學性能極為穩定,使其具(jù)有(yǒu)良好的耐腐蝕性,這是(shì)其他表麵處理方式無法達到的。圖1為氮化後的曲軸軸頸表麵。
離子氮化和鹽浴氮化等雖然工藝方法(fǎ)與氣體(tǐ)軟(ruǎn)氮化(huà)不同,但其功效相似,在硬(yìng)度、耐磨性和(hé)耐腐蝕性方麵有很大提高。
2.圓角噴丸
由於曲軸在交變應力(lì)作(zuò)用下工作,軸頸圓角處發生應(yīng)力疲勞和(hé)應變疲(pí)勞破壞的危(wēi)險性極大,圓角噴丸技術應需(xū)而生,適合於各類曲軸。
曲(qǔ)軸圓角噴丸強化的機理是,用嚴(yán)格控製直徑並具有一(yī)定強度的(de)丸粒,在高速氣(qì)流的作用下,使其形成(chéng)彈丸流並連續向金屬表麵噴射,使(shǐ)金屬表麵產(chǎn)生較大的塑性變形,進而形成冷作硬化層。
由於曲軸(zhóu)在加工過程中受到切削力的(de)作用,圓角處應力分布(bù)極不均勻,工作中又受到交變應(yīng)力的作用,因此很容易(yì)產生(shēng)應力腐蝕而使(shǐ)曲軸的疲勞壽命降低(dī)。曲軸圓角經噴丸強化後,由於(yú)強化層內存在很高的殘餘壓應力,使曲軸在工作中抵禦了拉應(yīng)力的擴展(zhǎn),從(cóng)而彌(mí)補了機械加工中曲軸圓角表(biǎo)麵應力分布不均勻的缺陷,改善了曲軸圓角表麵應力狀態(tài)。從組織(zhī)機構來看,由於受(shòu)到高速彈丸流的錘擊,圓角表麵的金屬(shǔ)晶(jīng)格(gé)發生(shēng)了強烈的扭曲,產生了強化層。由於強化層具有密(mì)度(dù)極高的位(wèi)錯,它對晶格因受拉力的作用而產生(shēng)沿晶界的滑移有阻止作用;同時,在交變應力或溫(wēn)度的作用(yòng)下,位錯逐漸地並形成多邊形(xíng)結構後,使強化層內形成更加微小的晶粒。這種變化有效抑製(zhì)了應力腐蝕,延長了疲(pí)勞壽命。
曲軸經圓角噴(pēn)丸(wán)處理後能提高疲勞強度的20%~40%,對其他性(xìng)能無提高功(gōng)效,又因噴丸時須保護(hù)軸頸表麵,故采用(yòng)較少。

3.軸頸淬火(含圓角淬火)
曲軸軸頸淬火是為了增加曲軸軸頸表(biǎo)麵的硬度和耐磨性,並提高曲軸的抗疲勞強度。
球墨鑄鐵淬火(huǒ)過程中基體組織的轉(zhuǎn)變與鋼(gāng)基體相同。即將鑄件加熱到Ac以上溫度,保溫一定時間,使(shǐ)基(jī)體組織轉(zhuǎn)變為均勻的奧氏體,然後(hòu)在淬火液中快速冷卻,得到馬氏體組織。
(1)淬火溫度 根據球鐵的化學成(chéng)分和原始組織來選擇。如含矽量在2%~3%時,淬火溫度取850~900℃為宜(yí)。含(hán)矽量高,取上限,反之取下限。過高的淬火溫度(dù),將(jiāng)使馬氏體針變粗並增加(jiā)殘餘奧氏體量,使機械性能變壞,尤其韌性(xìng)顯著下降。因此,在保證奧氏體化的前提下,應盡量采用(yòng)較(jiào)低的淬火溫度。
(2)保溫時間 為了使一部分石墨碳在淬火加熱時融入(rù)奧氏體,必須有一定的保溫(wēn)時間,但保溫時間太長會導致奧氏(shì)體晶粒粗化。因此,保溫時間在能保(bǎo)證(zhèng)奧氏(shì)體為碳所(suǒ)飽和的原(yuán)則下,愈短愈好。此(cǐ)外,原始組織(zhī)對保溫時間有較大影響。原始組織為鐵素體基體者,保溫時間應適當延長。
(3)回火 球鐵淬火後的基體組織為馬氏體+少(shǎo)量殘餘奧氏體,硬度可達58~60 HRC。淬火組織不穩定,內應力很大,強度低,脆性,因此必(bì)須在4 h內立即回火。
軸頸淬火(含)在鍛鋼曲(qǔ)軸中應用比較普遍,它是提高鋼曲軸硬度、耐磨性和疲(pí)勞強度的最有效手段之一,目前已實現了自動化(huà)加工。該強化方式應用於(yú)球鐵曲軸時,能提高疲勞強度的20%,而應(yīng)用於鋼軸時,則能提高100%以上(shàng),故在鋼(gāng)軸中應用比較(jiào)普遍。圖2為鍛(duàn)鋼曲軸軸頸與(yǔ)圓角淬火截麵圖。
4.滾磨光整
滾磨光整是指零件在獲得規(guī)定的尺寸(cùn)精度、幾何精度之後,那些旨在提高(gāo)零件表(biǎo)麵質量為目的的多種加(jiā)工方法(fǎ)、技術被稱為表麵光整加工技術,簡稱(chēng)光整技術。根據顆粒狀磨料的大小,可分為毛(máo)坯表麵光(guāng)整加工技術和精密表麵光整加工技術。
該技術可(kě)簡要概括為:由顆粒狀磨料和多功能磨液以及水組成磨具,磨具在料箱中做複雜的自由運動,將工件(jiàn)沉沒於磨具(jù)之中並強製其運動,工件和磨具之間以一定的相對速度(dù)和(hé)作用力發生摩擦、擠壓、刻劃和微量切削,以達到零件(jiàn)表麵質量的(de)提高,具體(tǐ)效果和特點包括:
(1)能較全麵徹底地去除毛刺、鈍化尖(jiān)角銳(ruì)邊,對於複雜形狀(zhuàng)及大(dà)批量生產的零件效果尤佳。
(2)粗糙度的數值可在原來的基(jī)礎上通過光整加工提高1個等級。
(3)可大幅度提高表麵輪(lún)廓支承長度率Tp值(zhí),提高表麵耐磨性。
(4)光整加工(gōng)表麵的(de)紋理呈現非連續無方向(xiàng)麻點細(xì)粒狀P形紋理,更利於儲(chǔ)油提高抗磨性。
(5)能去除手工無法去除的鏽蝕、氧化層和改善缺陷,使表麵(miàn)光亮奪目手感光滑柔和。
(6)光整加工對(duì)尺寸隻有微米(mǐ)級的影響(約減少1~3 mm),不改變前麵工序的尺寸(cùn)和形位精度。
(7)提(tí)高零件的清(qīng)潔度,降低數值。
(8)光整加工具有零件整(zhěng)體性加工(gōng)的特點,即將零件沉沒於磨具之中,對各(gè)表麵不分工序,同時加工。
綜合上述特點,光整加工可改善零件的裝配性,提高耐腐蝕性、抗(kàng)磨性和(hé)疲勞強度(dù),從而(ér)提高了曲軸的可靠性和使用壽命。圖3為滾磨光整後的(de)曲軸表麵。

5.圓角滾壓
曲軸的圓(yuán)角滾壓是利用滾(gǔn)輪的壓力作用(yòng),在曲軸的主軸頸和連杆(gǎn)頸(jǐng)過渡圓(yuán)角處(chù)形成一條滾壓塑性變形帶,這條塑性變形帶具有以下特點:
(1)產(chǎn)生(shēng)殘餘壓應力,可與曲軸在(zài)工作時的拉應力抵消或部分抵(dǐ)消,從而提高曲軸的疲勞強度。
(2)硬度提高(gāo)。滾壓使圓角處形成高硬度的致(zhì)密層,使曲軸的機械(xiè)強度和疲勞強度得到提(tí)高。
(3)改善表(biǎo)麵粗(cū)糙度。圓角滾壓可使曲軸圓角表麵粗糙度達到Ra0.2以下,從而大大減小了圓角處的應力(lì)集中,提高了疲勞(láo)強(qiáng)度(dù)。
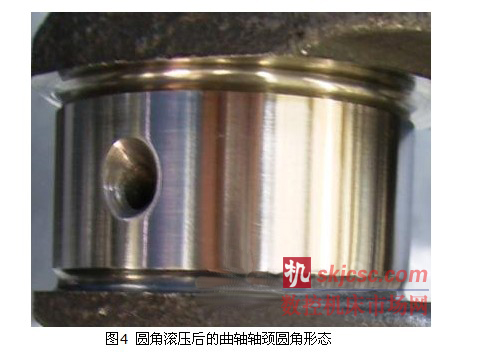
根據統計資料:球鐵曲軸經圓角(jiǎo)滾壓後壽命可(kě)提高70%~150%,國外的數據顯示可達到200%以上。由此可見,采用圓角(jiǎo)滾壓強化工藝,可使大功率發動機曲軸采用球鐵(tiě)製造,從而代替鍛鋼曲軸,節約(yuē)加工成本和材(cái)料成本。圖4為圓角滾壓後的曲軸軸頸圓角形態。
結(jié)語
曲軸表麵強化處理方式較(jiào)多,一般有氮化處理、圓角噴丸、淬火處理、滾磨光整和圓角滾壓(yā)等5種處理方式。目前,應用較多的是複合強化工藝,一般有兩種:氮化加圓角滾壓工藝和淬火加圓角滾壓工(gōng)藝。
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








