
超精密(mì)車床主軸回轉誤差測(cè)試係(xì)統的研究
2016-12-14 來(lái)源(yuán):哈爾濱工業大學 作者(zhě):王(wáng)世良
第 4 章
傾角運動誤差分離及實驗研究
本章(zhāng)將主要分析主軸傾角運動誤差(chà),在徑向運動誤差的基礎上推(tuī)導傾角運動(dòng)誤差(chà)求解算法;進行(háng)超精密車床主軸傾角運(yùn)動誤差實際測量實驗,並對不同轉速下(xià)主(zhǔ)軸傾角誤差運動(dòng)進行研究。
4.1 傾角運動(dòng)誤差分析
4.1.1 軸線平均線的確定
為理解(jiě)軸線平均線,我們先看一下國際機械生產研究學會(CIRP)對回轉(zhuǎn)軸線的定義。1976 年 CIRP 發表了“關於回轉軸(zhóu)性能的描(miáo)述和測定”的統一文件,定義了回轉軸線(xiàn),即“回轉軸線是一條(tiáo)某指定(dìng)物體繞其自身(shēn)旋轉的線段,此(cǐ)線段與該指(zhǐ)定(dìng)物體一起運動,並相(xiàng)對於軸線(xiàn)平均線(xiàn)呈現出軸(zhóu)向、徑向和角向的運動(dòng)。”文件(jiàn)對(duì)回轉軸的(de)回轉軸線給出了以上明確定(dìng)義,但是並沒有對回轉中心給(gěi)出明確定義[48]。
回轉軸線(xiàn)是回轉軸在任意一個瞬時具備的屬性線,軸(zhóu)線平均線是一段時間內對回轉軸線位置進行平均(jun1)化得到的(de)。在(zài)超精密車床主軸回(huí)轉誤差測量中,信(xìn)號的同步運動誤差,即是將主軸的回轉誤差運動作為周(zhōu)期性誤差運動處理。在同步(bù)誤差運動中,軸線平均線即為(wéi)主軸周期性回轉一周時,回轉軸線(xiàn)的平均位置。

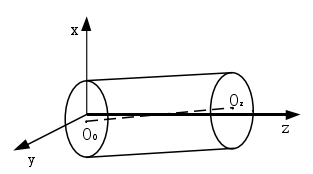
圖(tú) 4-1 回轉體軸線(xiàn)平均線(xiàn)模型
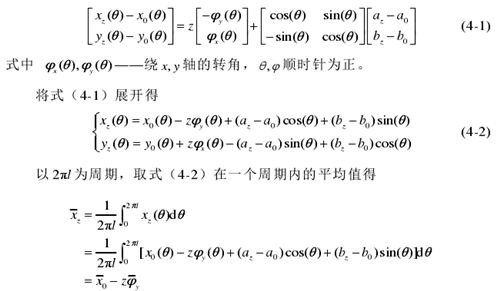
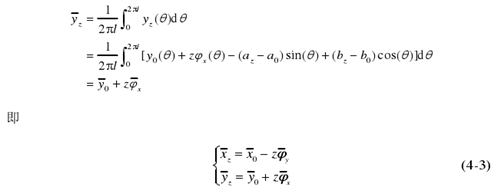
在上(shàng)述方程處理過程中,我們假設回轉軸的回轉運動(dòng)具有周期性。實際(jì)超精密車床主(zhǔ)軸回轉誤差測量中,我們(men)提取主軸的同步運動誤(wù)差,實際上就是(shì)將主軸的回轉(zhuǎn)誤差運動作為周期性運動處理(lǐ)的。方程(4-3)為一空間(jiān)直線方程,從方程中看出,任意截麵中的任意點在回轉軸回轉一(yī)個(gè)周期內平均位置不變,這個平均位置點即為平均回轉中心(xīn)。雖(suī)然在(zài)推導過程中(zhōng),應用的是最小二(èr)乘圓心,但是沒有用到(dào)最小(xiǎo)二乘圓心的任何性質,對截麵內任意一點,公式依然成立。上式中的空間方程即為(wéi)軸(zhóu)線平均(jun1)線,由(yóu)平均回轉中心(xīn)組成。
從以上分析和(hé)概念可知:已知截麵內任意一點(diǎn)的運動軌跡,可求出此截麵的(de)平均回轉中心;軸線平均線是一條空(kōng)間直線,即各個(gè)截麵求出的平(píng)均回轉中心(xīn)在一條空間直線上。所以說,已知任何兩截麵中任一點的運(yùn)動,都可以唯一(yī)的求出回(huí)轉軸的軸線(xiàn)平均線。而軸線平均線是求回轉軸(zhóu)傾角運動誤差的絕對參考線,每個時刻(kè)回轉軸的瞬時回轉軸線與平均回轉軸線有一(yī)個(gè)相對位置。
4.1.2 雙(shuāng)截麵測量坐標係的相對位置
回轉軸每個瞬時的回轉軸線與軸線平均線有一個傾角關係。回轉軸線是在雙截麵中的兩個測量坐(zuò)標係中確定的,而平均回轉軸線在空間中是固定的,處(chù)於固連在大地上的絕(jué)對坐標係中。所以在計算傾角誤差之前首先要明確的是(shì)測量坐標係與絕對坐(zuò)標係的位置關係。
測量坐標係不能簡單地理解成由傳感器的布置決定,也不要簡單地把三個(gè)傳感器軸線(xiàn)的交點當(dāng)成測量(liàng)坐標係(xì)的原點。以下將對這兩個誤區進行分析。
傳感器布(bù)置如圖 4-2 所示,兩傳感器相互垂直對截麵進(jìn)行測量。建絕對立坐標(biāo)係 2,其原點是該截麵最小二乘圓(yuán)心回轉一周的平均位置。坐標係 1為測量坐標係(xì)。水平和垂直方(fāng)向上的(de)傳感器測量值記為S1(θ) 、S2(θ)。
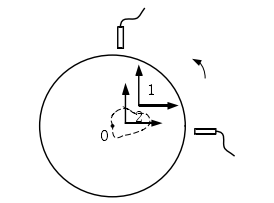
圖(tú) 4-2 測量坐標係與(yǔ)絕對坐標係的位置關係
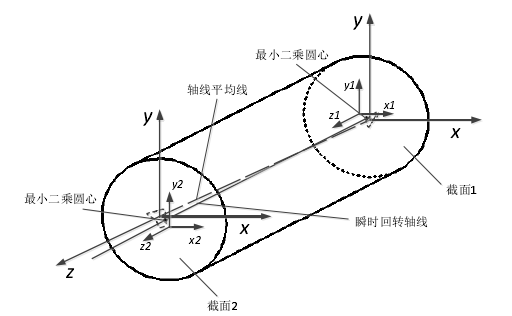
圖 4-3 雙截麵測量坐標係與絕對坐標係的位置(zhì)關係
4.1.3 傾角運動(dòng)誤差計算
定義回轉軸的軸線(xiàn)平均線的意義在(zài)於給出決定傾角誤差運動的參考基準,以軸線平均線建立絕對坐標(biāo)係,在此坐標係中(zhōng)計算回轉軸回轉周(zhōu)期內(nèi)的傾角運動誤差。傾角運動誤差即是回轉軸每個瞬時的回轉軸線在絕對坐標係中對x 軸和 y 的轉角關係。
計算回轉軸的傾角運動誤差(chà)要對回轉軸的兩個截麵的回轉運動誤差進行測量,對兩個截麵的數據進行綜合處理得出傾角運動誤差。當回轉軸以一定轉速穩定轉動後,其軸線平均線在(zài)空間中是一條固定的直線(xiàn),基於(yú)此線建立絕對坐標係。每個截麵由傳感器的安裝位置各自決定此(cǐ)截麵的測(cè)量坐標係,兩個測量(liàng)坐標係在絕對坐標係中處於不同(tóng)的位置。
兩個截麵數(shù)據(jù)要進(jìn)行綜合(hé)處理(lǐ)的一個非常(cháng)關鍵的因(yīn)素是確定(dìng)兩個截麵的測量數據要轉化到一(yī)個坐標係(xì)中進行處理,否則(zé)結果就是失真的。測量數據(jù)是依賴於測量(liàng)坐標係的,根據上節的結論,去掉直流(liú)分量的傳感器(qì)測量值將依賴於絕(jué)對坐標(biāo)係(測量坐標係與(yǔ)絕(jué)對坐標(biāo)係重(chóng)合),測(cè)量坐標係在絕對坐標係中的位置(zhì),所以可(kě)以將測量(liàng)坐標係的數(shù)據轉化到(dào)絕對坐標係中進行求(qiú)解。
第一個測量(liàng)截麵為定義為基(jī)準麵,在此(cǐ)截麵上測量(liàng)的徑(jìng)向運動誤差將作為基準,通過第二個截麵的徑向運動(dòng)誤差來(lái)求得主軸的傾角(jiǎo)運動誤差。
主軸的兩個(gè)截麵上的徑向運動誤差相(xiàng)差很小,對於一般主軸差值是微米級,對超精密車床(chuáng)來說此差值的數量級都是在亞微米級。而兩個測量截麵的間距 l 是毫米級或是更大,所以公式(4-4)和公(gōng)(4-5)可做如下簡化為

4.2 傾角運動誤差測(cè)量實驗及分析(xī)
4.2.1 傾角運動誤差(chà)測量實驗方案
傾角誤差是(shì)指主軸軸線繞 x,y 軸的轉動傾角,測量時(shí)要(yào)對被測試件垂直於軸線的兩個截麵進行同時測量。基於每個截麵需要 3 個位移傳感器進行徑(jìng)向運(yùn)動誤差(chà)的分離,如果進行在線時時測量,則共需 6 個傳感器。鑒於實驗設備的缺乏,傾(qīng)角誤差試驗將分兩步進行。
第一步,對兩個(gè)截麵分別進行(háng)三點法頻域誤差分離試驗,如圖 4-4。此步的目的是得到被(bèi)測試件在各個截(jié)麵的圓度誤差,同時也(yě)能得到主軸在此截麵(miàn)平麵內的(de)徑向運動誤差。
第二步,在兩(liǎng)個截麵內的 x,y 方向上同時架設 4 個位移(yí)傳感器,對主軸的誤差運動進行測(cè)量,如圖 4-5,數據處理將在(zài)下麵的小節中詳細介紹。
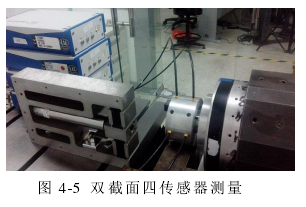
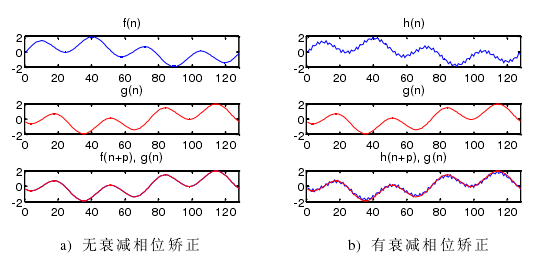
圖 4-6 相位矯正
4.2.2 相同點位(wèi)非同時測量值(zhí)的相位(wèi)矯正
因為(wéi)傾角運(yùn)動誤差需要分兩次測(cè)量,而且本實驗所用超精密車床的編碼器是增量式而非絕對式的,給實際測量(liàng)實驗帶來了一定困(kùn)難。本節將研究傳感器(qì)在(zài)同一(yī)位置的兩次測量值如何保證具有相同的測量(liàng)起點。
給定(dìng)一離(lí)散周期(qī)信號(hào) s(n),從信號 s(n)中兩個不同點位開始分別取一個周期的數據,個數為 N。兩次采樣點序列記為 f(n),g(n),其中(zhōng) g(n)=f(n+p),其(qí)中 p 為兩信號的相移點數。則問題歸化為已知 f(n),g(n),求兩個離(lí)散信號序列的相移點數 p。
對 f(n),g(n)做傅裏葉(yè)變換得
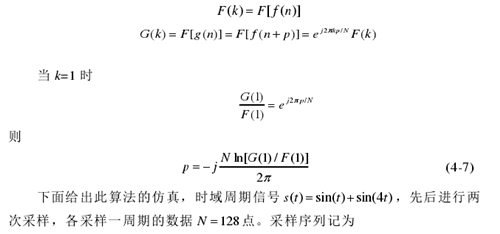
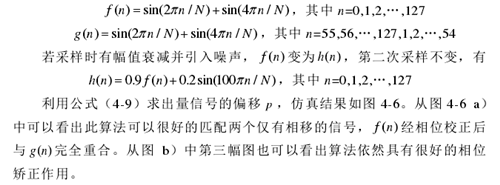
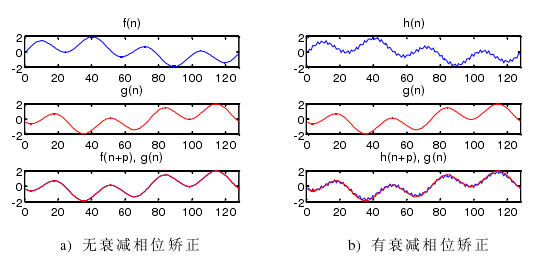
圖 4-6 相位矯正
4.2.3 傾(qīng)角運動誤差分離實驗數據處理
傾角誤差分離試驗將按(àn)兩步進行,首先要到的是被測試件在兩(liǎng)個截麵內的圓度誤差。通過對每個(gè)截麵內三個傳感器采集的數據進行處理,得到被測試件(jiàn)在此截麵(miàn)內(nèi)的圓度誤差信號(hào)。此時需要(yào)關注的是被測(cè)試件每(měi)個(gè)點位上實際值,後續雙截麵(miàn)同時處理時要用到這些具體值。
第一步(bù)操作(zuò)如下:
這(zhè)裏不再贅述單截麵主(zhǔ)軸徑向運動誤差和被測試件的(de)圓度誤差,下麵直接給出被測試件兩個截麵分(fèn)別進行三點法誤差(chà)分離試驗的數據結果。表 5-1和(hé)圖 4-7 給出兩個截麵測量數(shù)據的(de)最小二乘(chéng)評價表(biǎo)和實際數據的極坐標圖。
表 5-1 兩截(jié)麵分別測量得出的圓度誤差和(hé)徑向運動誤差

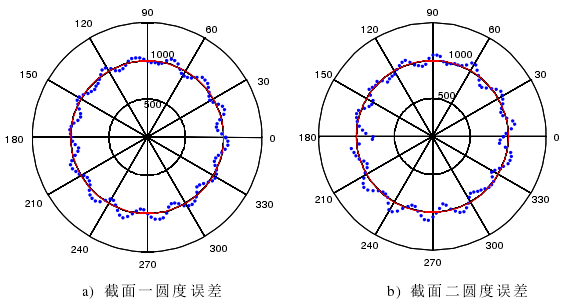
圖 4-7 雙(shuāng)截麵分(fèn)離出的圓度誤差(矯正前)
雖然(rán)通過這一步已經分離出主軸在兩個截麵內主軸(zhóu)的徑向運動誤差,但是我們不能用這兩個(gè)截麵在這(zhè)一步測得的數據來求解(jiě)主軸傾角運(yùn)動誤差。原(yuán)因有二:第一,這兩個截麵(miàn)的三點法頻域誤差分(fèn)離試驗是分開進行的,也就是說兩截麵(miàn)的徑向運動誤差不是同時得到的;第二,本試驗所采(cǎi)用的超精密車床主軸電機編碼器不是絕對式編碼器,即便不考慮原因一(yī),徑向運動誤差圖也存在相位移動。這些問題將通(tōng)過第二步來解決(jué)。
第二步操作如下:
四個位移傳感器分別安裝在被測試(shì)件的兩個截麵內 x,y 方(fāng)向上,對主軸運動(dòng)進行同時測量。我們已知(zhī)從每個傳感器采集(jí)數據中提取的(de)同步運動誤差(chà)信號中隻包含被測試件的圓度誤差信號和主軸(zhóu)在此方向上的徑向運動誤差。而經(jīng)過第一步試驗(yàn)的處理我們已知被測試件兩截麵的圓度誤差(chà)值,此時從任何一個傳感器的同步運動誤差信(xìn)號中減掉被測試件對應點位的圓度誤差值就(jiù)會得到主軸在此傳(chuán)感(gǎn)器方向上的徑向運動誤(wù)差值。
四個傳(chuán)感器同時測量可以解決第一步兩截麵(miàn)徑向運動誤差非同(tóng)時(shí)測量的問題,鑒(jiàn)於試(shì)驗用超精(jīng)密車床主軸電機編碼器不是絕對編碼器(qì),另一個需要解決的問題是同一位置處的(de)傳感器(qì)的兩(liǎng)次測量數據中相位匹配,此處的相位匹配是指(zhǐ)測量(liàng)點位的匹(pǐ)配對應,用軟件匹配的方法解決硬件編碼器在此次測量試驗中(zhōng)帶來的困難。
主軸電機轉速為 1000 r/min,傳感器采樣頻率設為 25600 Hz。主軸每旋轉一周采樣 1536 點,主軸轉動角度分辨率為 0.2344°,相當於每轉分度 1536線(xiàn)的編(biān)碼器。在同一位置處(傳感器的位置,而不是測試件的測點的位置)的傳感器兩次(cì)分別測量 20 轉數據,從兩次測(cè)量數據中提取的同(tóng)步運動誤差信號分別記為S1和S2 。因為沒有絕對編碼器,所以每次(cì)測量不能保證相(xiàng)同的起始測點。S1 和S2會在相(xiàng)位上出現偏差,如圖 4-8 a),利用算法矯(jiǎo)正(zhèng)過的圖形如圖 b)。
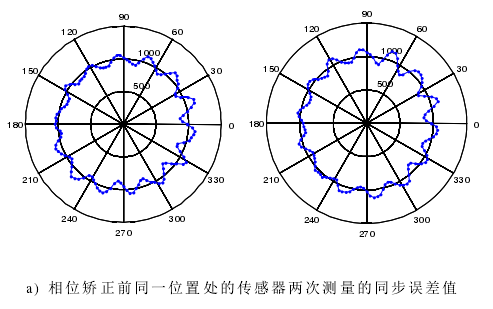
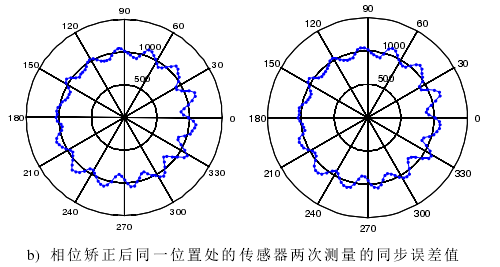
至此,我(wǒ)們已經(jīng)解決無絕對編碼器帶來的相位捕捉問題。主軸旋轉時對被測試件相同位置處(chù)的兩次(cì)測量(liàng)數據(jù)經過(guò)相位矯正後可以保證測量點位從同一點開(kāi)始采集(jí)。從圖 4-8 b)可以看出(chū)相位矯正效果是很好的。
將(jiāng)第一步和第二步傳感器信(xìn)號進(jìn)行相位矯正後,從(cóng)兩個(gè)截麵 x,y 方向上的傳感器的同步運動誤(wù)差中減掉第一(yī)步的分離(lí)出的圓度誤差即可得到兩個截(jié)麵的徑向運動誤差,如圖 4-9 所示。
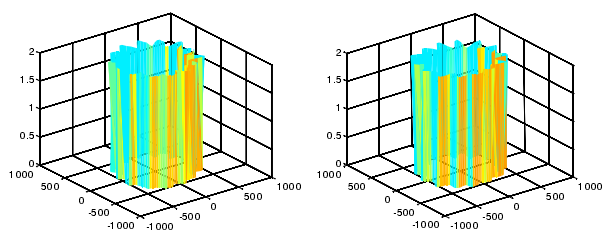
圖 4-9 左側圖為兩截麵 x 軸方向運動誤差(chà),右(yòu)側圖為兩截麵 y 軸方向運動誤差
根據公式(4-8),可計算出主軸(zhóu)在 x 軸和 y 軸方向上的傾角運動誤差,如圖 4-10 所示。
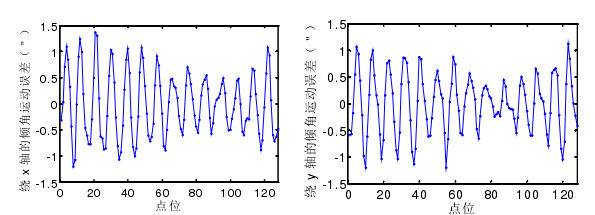
圖 4-10 繞 x 軸和 y 軸的傾(qīng)角運(yùn)動誤(wù)差
4.2.4 主(zhǔ)軸轉速對傾角運動誤差的影響
上節分析的是轉速在(zài) 1000 r/min 時,主軸繞(rào) x 軸和 y 軸的傾角運動誤(wù)差的分離過程。為研究主軸轉速對傾角(jiǎo)運動誤差的影響,試(shì)驗還對主軸轉(zhuǎn)速在600 r/min 和 200 r/min 時進(jìn)行(háng)傾角(jiǎo)運動誤差的(de)分離運動,試驗結果如圖 4-11。
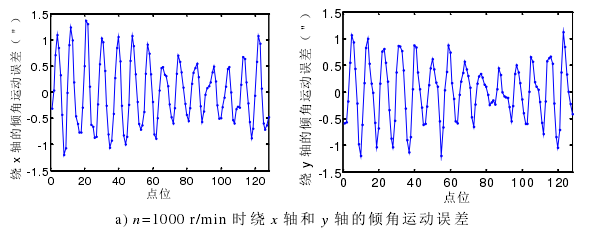
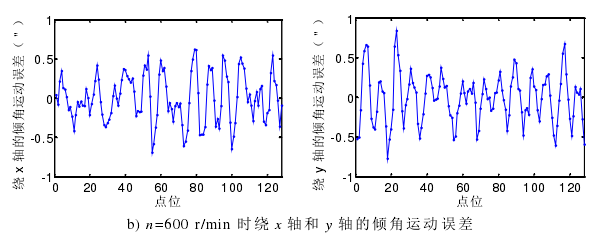
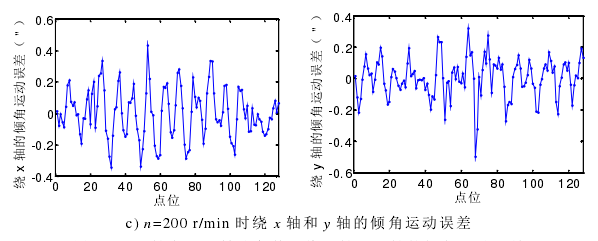
圖 4-11 主(zhǔ)軸(zhóu)在不(bú)同轉速條件下繞 x 軸和 y 軸的傾角(jiǎo)運動誤差
從圖 4-11 可(kě)知,隨著主軸轉速的(de)降(jiàng)低,傾角運動誤差(chà)隨之減小。綜合之前分析的主軸的徑向回轉運動誤差(chà)隨主軸轉速的降(jiàng)低而減小,可知主軸的在 1000 r/min 以內轉動,轉速越低,其轉動穩定性越好(hǎo)。
4.3 本(běn)章小結
本章主要分析雙截(jié)麵測量實驗數據在去掉直(zhí)流分量後,是處在同一個坐標係——絕(jué)對坐標係中的,為傾角運動誤差的計算提(tí)供有效數據;在(zài)徑(jìng)向運動誤差的基礎上推導傾角運動誤差求解算法(fǎ);進行超精(jīng)密車床主軸傾角運動誤(wù)差(chà)實際(jì)測量實驗,並對不同轉速下主軸傾角誤差運動進行研究。
結論
超精密主軸回轉誤差是影響加工工件表麵質(zhì)量的最主(zhǔ)要(yào)因素,研究(jiū)超精密主(zhǔ)軸回轉誤差對於評價主軸回轉精(jīng)度,監測診斷主軸運行故障,預測機床加工工件表麵形狀誤差,加工誤差補償及(jí)提高機床加工精度(dù)等有重要意義。本文以三點法頻域誤差分離技(jì)術為基礎,以超精密車床主(zhǔ)軸為研究對象,研(yán)究主軸的徑向運動誤差和傾角運(yùn)動誤差的分離。結論(lùn)如下:
(1)從傳感器測量值實際數學模型的解析構成角度證明最小二乘(chéng)偏心運動對(duì)主軸徑向誤差運動的不可分離性。給出實際測量(liàng)環(huán)境下傳感(gǎn)器安裝角位置偏差和安裝線偏差對(duì)誤差分離精度的定量分析,為超精密車床主軸回轉(zhuǎn)誤差納(nà)米級測量采集數據的可靠(kào)性提高理論保證。
(2)在(zài)頻域中對除(chú)噪、濾波、同步運動誤差的提取以及三點法算(suàn)法的前(qián)半(bàn)部分進行連續性處理,減少測量信號在時域頻域中的變換計算。從超精密車床加工(gōng)工件表麵成形角度分析去除一階諧波分(fèn)量的依據。
(3)實際測出超精密車床主軸徑向運動誤差,並根據推導出的主軸傾角運動誤差分離算法,測(cè)得超精(jīng)密車床主軸傾角誤差。
本文搭建的(de)超精密(mì)車床主軸回轉誤差測試係統還存在一(yī)定的問題。雖然摒棄了安裝標準(zhǔn)件到主軸上進行測量的方案,采用超(chāo)精密車床自身(shēn)加工高精(jīng)度測試件(jiàn)在無拆卸狀態下直接進行測量,依然不(bú)能很好地解決最小二乘偏心運動對主(zhǔ)軸回轉誤(wù)差(chà)的影響。在今後的(de)工(gōng)作中,將重(chóng)點解決一下(xià)幾個問題(tí):
(1)主軸徑向運動誤差的一階(jiē)諧波分量(liàng)與被測截麵最小二乘偏心運動量的分離。一階諧波分量的分(fèn)離同樣影響到傾(qīng)角運動誤差的分離,所以(yǐ)此問題需待解決。
(2)主軸(zhóu)回轉誤(wù)差是影響超精密(mì)車床加工對稱回轉體和快刀加工非對稱回轉體的表麵質量最主要的因素,所以回轉誤差的加工補償也是後續工(gōng)作的重點。
投稿(gǎo)箱(xiāng):
如果您有機床行業、企(qǐ)業(yè)相關新(xīn)聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業(yè)相關新(xīn)聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊(jī)前十
| 更(gèng)多

