
為減輕橋麵對橋台座的衝擊力, 在滬寧高速公(gōng)路E 標段許家立交、泰山溢洪橋、九曲河橋等橋麵都設計安裝了不鏽鋼板支座墊板。它設計在橋伸縮縫處, 用環氧樹脂粘接(jiē)在(zài)橋墩台上. 不鏽鋼板與四(sì)氟板支座之間塗上一層矽脂, 起潤滑作用. 在行車荷載及溫差應力作用下, 混凝土梁發生伸縮, 帶動四氟板橡膠支座在不鏽鋼板上(shàng)產生位移。在不鏽鋼板與鋼板之間(jiān)均勻地(dì)塗上樹脂膠。為增加鋼(gāng)板支座粘接力, 也可(kě)以在鋼板四周塗上環氧砂漿。
隨著時間的推移(yí), 矽脂和環氧樹脂粘接力是有限的, 在衝擊力的作用下, 可能發生不鏽鋼板的位移. 因此, 不鏽鋼支(zhī)座需加工為燕尾槽形式. 燕尾槽垂直於行車方向, 以適應在長期橋麵負載衝擊(jī)下, 不鏽鋼板的微(wēi)量位移。
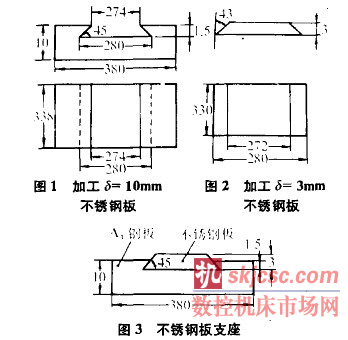
根據施(shī)工設計圖紙要求, 鋼板支座墊板采用∮=10 m m、A 3 鋼(gāng)板, 與∮=3 m m 不鏽鋼板配合使用, 見圖(tú)l、圖2 、圖3 。∮= 10 m m 的鋼板加(jiā)工成燕尾槽, 其深度為1.5m m, 與∮= 3 mm 不鏽鋼板鑲嵌. 經試加工, 由於燕尾槽深度小, 加工稍有誤(wù)差, 不鏽(xiù)鋼板就不能正常配合鑲嵌, 廢品率高(gāo), 增大(dà)了生產成本。為滿足工程急需(xū), 提高加工質量. 采用刨床加工。將(jiāng)刨刀刀頭後角設計成47° , 加工燕尾槽部位時, 刀子斜夾在刨床刀柄上, 形成3 0° 斜角進行切削成型(圖(tú)4、圖5)。

1 鋼板加工
1. 1 加工工序
(l) 放樣劃線;
(2) 等離子切割機(jī)裁板下料;
(3) 四周(zhōu)刨平, 且垂直;
(4) 從中心(xīn)線分左右粗刨l. 2 m m 深;
(5) 從中心(xīn)線分左右精刨0. 3 m m 深.
1. 2 技術要求
(l) 材料: A 3 鋼板, ∮= I0m m ;
(2) 鋼板表麵平(píng)整, 不得翹曲;
(3) 鋼板四周無毛(máo)刺;
(4 ) 燕尾槽表麵光滑鑲嵌, 抽動無阻力。
2 不鏽(xiù)鋼板加工
2. 1 加工工序
(l) 放樣劃線;
(2) 等離子切割機裁板下料;
( 3) L = 33 8 m m 兩邊刨斜麵, 夾角4 3 ° , 粗刨l. 2m m ;
(4 L =3 8 8 m m 兩邊刨斜麵, 夾角4 3 ° , 精(jīng)刨0. 3m m。
2. 2 技術要求
(l) 材料: 不鏽鋼板∮= 3 m m ;
(2) 表麵平整. 不得翹曲;
(3) 四角垂直, ,且對角線相等(děng);
(4 ) 斜(xié)邊無毛刺, 鑲(xiāng)嵌自如。
如果(guǒ)您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網(wǎng)編(biān)輯部, 郵箱:skjcsc@vip.sina.com






")

