
一、問題的提出
齒輪、蝸輪傳動精度要求越來越高, 對滾齒機的加工精度(dù)提出了更(gèng)高的要求; 另方(fāng)麵, 采用/ 滾剃珩0工藝成批(pī)生產齒輪時(shí), 由於在剃齒和珩齒加工中會將(jiāng)一部分幾何偏心誤差轉化為運動偏心誤差, 故也要求滾齒加工具有較高的精度, 以免在剃、珩工序後公(gōng)法(fǎ)線誤差超差。
分析(xī)滾齒機加工過程可以發現, 引起工件周節累積誤差的原因除工件安裝因素以外(wài), 其主要原因一是滾齒機分(fèn)度傳動鏈的傳動誤差, 二是滾齒機(jī)工作台軸線漂(piāo)移( 詳見參考文獻[ 2] ) 。另據參考文獻[ 1] 介紹(shào),工件周節累積誤差的2/ 3 是由滾齒機的(de)分度蝸杆(gǎn)蝸(wō)輪副( 特別是(shì)蝸輪的製造及安裝誤(wù)差) 造成的(de)。為(wéi)此(cǐ)采用各種各(gè)樣的滾(gǔn)齒機補償裝置, 來補償滾齒機分度(dù)蝸杆蝸輪傳動副的傳動(dòng)誤差, 以(yǐ)達到提高加工(gōng)精度(dù)的目的。現有滾齒機補償裝置有如下幾種型式: 蝸杆竄動式, 行(háng)星齒輪式, 凸輪擺杆式和以控製論觀(guān)點設計的消除傳動誤差的機械(xiè)反饋裝置等。以上幾種裝置均是由設計誤差修正凸輪, 並改裝機床來形成分度(dù)蝸杆的附加轉動或附加軸向竄動(dòng), 從而造成分度蝸(wō)輪的附加轉動來達到補償傳動誤差的目的, 均存在機床改裝複雜、需精確銼削(xuē)修正(zhèng)凸輪、安裝檢修麻煩等(děng)困難, 而且有些(xiē)裝置還存在著加工不同(tóng)齒數的直齒輪需銼削不同升程的凸輪的缺點。
針對(duì)上述問題(tí), 筆者設計了開環數控誤差補償裝置, 簡介如下。
二、開環數控誤(wù)差補償裝置的結構與特點
1. 係統結構
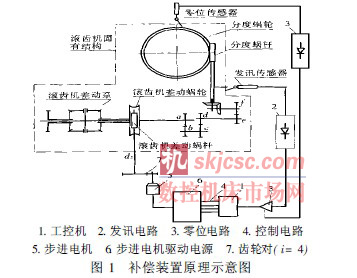
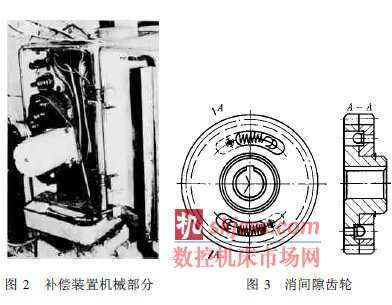
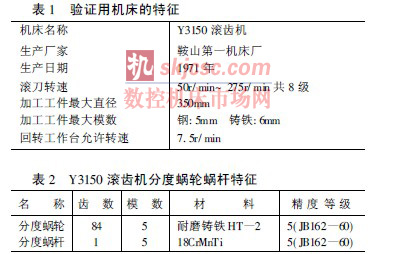
補償裝置原理參見圖1, 其由1 台工控機1、發訊電路2、零位電路3、控製電路4、步(bù)進電機5 及驅動電源6 和一(yī)對降速比i= 4 的(de)齒輪副7 組成。在滾齒機分度蝸輪蝸杆傳動誤差補償曲線中選定一點作為補償起始點, 再將其(qí)對應的工作台位置標定為(wéi)零點, 並設置零位傳感(gǎn)器及零位電路3, 作為補償的基準(zhǔn); 在滾(gǔn)齒(chǐ)機差動掛輪(lún)箱中(zhōng)取下差(chà)動掛輪架(jià), 在原安裝(zhuāng)差動掛輪架的位置安裝重新設計的托架, 托架上裝有步進電機(jī)5,步進電機5 的軸與滾齒機差動係d2 軸( 滾(gǔn)齒機差動係差(chà)動蝸杆輸入軸) 通過一對降速(sù)比i= 4 的齒輪副7 相連(lián)( 如圖2) , i = 4 齒輪副7 主要作用是起係(xì)統連接作用, 同時也可(kě)降低步進電機5 的脈衝當量。圖2 所示表明機械裝置安裝簡單, 整個安(ān)裝過程僅需幾分(fèn)鍾, 且不需作任何調整(zhěng), 為消除齒輪副的正反轉的傳動間隙,固定在d2 軸上的大齒輪設計為如圖3 所示的消間隙齒輪。
2. 工作原理
首先精確檢測並擬合出滾齒(chǐ)機分度蝸輪(lún)蝸杆傳(chuán)動誤差曲線, 然後將相應的補償曲線按分度蝸輪轉角離散化(huà), 並(bìng)存入工控機1 的EPPROM 中; 在加工直齒(chǐ)時,根據加工齒數按加工斜齒配置分齒掛輪(lún)及選(xuǎn)擇差動離合器, 根據加工中分度蝸輪的不同轉角, 用工控機1 查找(zhǎo)出相應轉角的補償脈衝值(zhí), 驅動步進電機5 高速正反轉, 將相應誤差修正量經(jīng)i = 4 的齒輪副7, 輸入到d2 軸上(shàng), 此補償運動經(jīng)滾齒機差動蝸輪蝸(wō)杆副傳遞,在滾齒機運動合成機構(gòu)中與主運動合成, 經分齒掛輪a、b、c、d、e、f和一對錐(zhuī)齒輪, 共同驅動分度蝸杆, 這樣, 分(fèn)度蝸杆除(chú)主運動以(yǐ)外, 還迭加了一個(gè)從差動傳動鏈(liàn)傳來的高速附加轉動, 從而使分度(dù)蝸輪產(chǎn)生附加轉動(dòng)來補(bǔ)償其傳動誤差。
3. 工作過程(chéng)描述
首先向工控機1 輸入要加工的齒(chǐ)輪齒數, 由工控機1 根據存入的(de)離散化的分度蝸輪蝸杆傳動誤差補償(cháng)曲線及相(xiàng)應的脈衝當量自動計算出相應(yīng)於蝸輪每齒的補償正反轉步進脈衝數; 按下補償開關後, 在工作台轉到(dào)設定零位時, 由零位電路3 發出補償允許(xǔ)信號, 這時(shí)補償係統(tǒng)開始工作, 由發(fā)訊傳(chuán)感器在分度蝸杆每轉(zhuǎn)一周時發出一個訊號, 經由發訊電路2 處理後送至工控機1, 由工控機1 的累加器計算出分度蝸輪距(jù)離(lí)零位的轉角, 然(rán)後根據分度(dù)蝸輪轉角查得相應誤差修正脈衝量, 接著由控製電路4 控製步進電源6, 驅動步進電(diàn)機5 高(gāo)速帶(dài)動固定(dìng)在滾齒機差動係d2 軸上的消間隙齒輪, 通過運(yùn)動合(hé)成機構產生分度蝸輪的附加轉動來補償工作(zuò)台對應該轉角位置的(de)傳動誤差, 工控機1 完成此工作後返回待命(mìng)狀況, 等待發訊電路2 下一個信(xìn)號的來臨, 並在累加數等於分度蝸輪(lún)齒數時將累加器重置為(wéi)初始值。形象一點的描述(shù), 可把工控(kòng)機1 加步進電機5 的組合認(rèn)同(tóng)為一個(gè)補償的“數字凸輪”。
三、開環數控誤差補償裝(zhuāng)置補償效果驗證
1. 驗證(zhèng)條件簡述
1) 驗(yàn)證用機床( 見(jiàn)表1、表2)
2) 切削齒坯
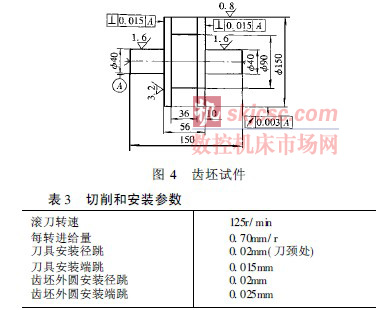
由於滾(gǔn)切加工時, 影響工件周節(jiē)累(lèi)積誤差因素較(jiào)多, 如每次工件的安裝偏(piān)心就帶有隨機性(xìng), 為盡可能地(dì)使有補(bǔ)償與無補償試驗中各項條件(jiàn)及工藝係統各(gè)特性參數相同, 保證可比性, 設計了如圖4 所示(shì)齒坯製造基準、加工安裝基準與測量基準重合的高精度雙聯齒(chǐ)坯(pī)試件, 以保證在相同安裝條件下安裝夾緊、加工及測量。在(zài)加(jiā)工中一次走刀加工出兩片輪齒, 僅僅區別在加工一片輪齒時不加補償運動, 加工另一片輪齒時加上補償運動(dòng), 這樣, 通過(guò)從同一位置開始測量雙聯齒輪的二片輪齒的周節累積誤差就可以比較補償效果。
3) 切削和安裝參數( 見表3)
4) 測量儀器
使用德國進(jìn)口(kǒu)891E 齒(chǐ)輪測(cè)試中心: 測量誤差0. 001mm。
2. 補償效果
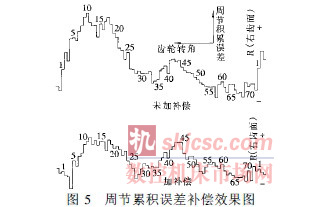
1) 齒輪周節累計誤差的補(bǔ)償效果( 實驗1)加工試件(jiàn)為m= 2, Z= 73 齒坯( 如圖4) , 試驗結果如圖5( 圖上數(shù)字表示從起點開始齒數) , 可以看出,齒(chǐ)輪周節累積誤差由(yóu)未加補(bǔ)償的0. 051mm 減小(xiǎo)到有補償的0. 031mm, 效果相當顯著, 但(dàn)誤差曲線出現雙峰特征。為檢驗圖5 所示的試驗結果是否存在偶然性,加工了約(yuē)10 個各種齒數( 模數均(jun1)為(wéi)2, 避免換刀) 的如圖4 所(suǒ)示的齒(chǐ)輪。結果發現, 補償效果都很顯著, 降低誤差幅值均達30%~ 50%, 且各齒輪的周節(jiē)累積誤差的曲線相位具有很好的一致(zhì)性, 也幾乎在同一相(xiàng)位出現雙(shuāng)峰誤(wù)差。
2) 機床工作台回(huí)轉軸線漂移造成幾何偏心的補償 ( 實驗2)
由文獻[ 2] 可以得知, 誤差/ 雙(shuāng)峰0現象的(de)出現是由於機床工作台回轉軸線漂移造成, 工作台軸線(xiàn)漂移造(zào)成二方麵的誤差: 其中引起分度蝸輪(lún)蝸杆中心(xīn)距Af 脈動造成的傳動誤差已(yǐ)包含在分度蝸輪蝸杆傳動誤差曲線中, 在實驗1 中(zhōng)已得到修正(zhèng); 而引起加(jiā)工齒(chǐ)輪與刀具中心距Ao 脈動(dòng)造成的類似於幾何偏心特征的傳動誤差如何補償, 以前未見有(yǒu)文獻報道。
文獻[ 4] [ 7] 中(zhōng)曾介(jiè)紹用幾何偏心來補償(cháng)運(yùn)動偏心, 從(cóng)而使(shǐ)齒輪左右齒麵周節累積誤差均減(jiǎn)小的方法; 類似地, 試采用(yòng)人(rén)為造成運動不均勻來觀察是否可補償由(yóu)於Ao 脈動(dòng)引起的(de)類似幾何偏心特征的周節累積誤差。
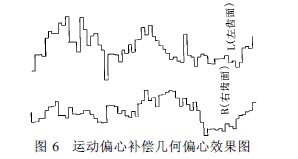
加工試件仍采用m= 2, Z = 60 齒坯( 如圖4) 。補償方法(fǎ)為在補償曲線的基礎上, 在周節累積誤差曲線中對應的二個(gè)低窪區相位迭加二個正三角波誤差(chà)修正量( 幅值均為0. 02mm) 。
實(shí)驗結果見圖6, 可看出, 試件左、右齒麵在迭加補償波(bō)後累積誤(wù)差分別為0. 026, 0. 023, 均達到JB179 ) 83 規定的5 級精度, 雙峰形狀有了明顯改善。實驗證明, 用人(rén)為造成的(de)運動不均勻也能(néng)補償由具有幾何偏心特征的誤差(chà)所造成的齒輪周(zhōu)節累積誤差。
3) 補償效果對後續工序(xù)的(de)影響( 實驗3)圖7 剃齒後周節累積誤差滾齒後一般還有剃(tì)齒、珩齒(chǐ)工序, 將對齒輪周節累積誤差均造(zào)成一定的影響,對實驗(yàn)2 中已切(qiē)齒的試件進行剃齒加工(gōng), 然後測量齒輪周節(jiē)累積誤(wù)差, 實驗結果見圖7。對比圖6, 可以看出, 雙聯齒坯中經過補償的齒輪片(piàn)右齒麵的周節累積誤差幅值無(wú)明顯變化, 但左(zuǒ)齒麵(miàn)周節累積誤(wù)差(chà)值略(luè)有增加, 但仍穩定在5 級精度 ( JB179 ) 83) 。而未加補償的齒輪片在剃齒後周節累積誤差曲線改變很大, 很大程度(dù)上改變成了單峰形狀,且誤差幅值有所增大, 實驗用m= 2, Z = 60 未加補(bǔ)償的輪齒在剃後周節累積誤差幅值為0. 046mm, 眾所周知, 剃齒加工糾正的是齒輪周節(jiē)累(lèi)積(jī)誤差中的幾何偏心部分, 並會將部分幾何偏心誤(wù)差轉化為運動偏心誤差, 由此可(kě)以認為, 經過補償的齒輪片在剃齒前、後, 輪齒左、右齒(chǐ)麵周節累積誤差形狀、大小(xiǎo)基本上無什麽變化, 說明該齒輪在滾齒後已(yǐ)基本(běn)上沒有(yǒu)Ao 脈(mò)動的影響(xiǎng), 進(jìn)一步驗證(zhèng)實驗2 中用運動不均勻來修正Ao 脈動引(yǐn)起(qǐ)的幾何偏(piān)心誤差是成功的。從這個角度也(yě)可(kě)看出開環數控補償的價值, 即不(bú)但能(néng)方便地補償運動的不(bú)均勻, 還能方便地創造一個不均勻的運(yùn)動來補(bǔ)償Ao 脈動引起的誤差, 使齒輪在滾、剃加工後能穩定(dìng)地達到5級精度( JB179 ) 83) 。這對采用/ 滾(gǔn)剃珩0 工藝加工齒輪時, 防止齒輪公法線超差具有十分重要的意義。

四(sì)、結論
1. 用數控開環補償係統補(bǔ)償滾齒機範(fàn)成誤(wù)差的(de)低頻部分( 特別是分度蝸杆(gǎn)蝸輪副的傳動誤差) 效果是顯著的。平均降低(dī)齒輪周節(jiē)累(lèi)積誤(wù)差30% ~ 50% , 使原隻能加工8 級精度的舊滾齒機可以穩(wěn)定地加工出周節累積誤差精度(dù)為5 級的齒輪, 而且有足夠(gòu)的精度儲備,在經過剃齒加工後, 累積誤差仍可穩定在5 級精度以內( JB179 ) 83) 。
2. 機床工作台軸線漂(piāo)移可引起加工工件(jiàn)的徑向和切向誤差。軸線漂移誤差中Ao 脈(mò)動是1B1 反(fǎn)映(yìng)在工(gōng)件周節累積誤差中, 影響十分大, 設計的開環數控係統可以方便地減小工作台軸線漂移引起的誤差, 這在國內尚末見報道(dào)。
3. 實踐證明, 設計的數控開環補償係統設計(jì)合理,性能可靠, 操作方(fāng)便, 且對機床無任何改動( 甚至於不在機床上鑽一個安裝孔) , 特別是在試切幾個齒坯測量後, 可以方便地對一些(xiē)共性問題作局(jú)部調整, 極大地提高(gāo)了工作效益, 一般工廠(chǎng)均可方便地使用, 且造價不高, 具有一定的推廣價值(zhí)。
4. 由於數(shù)控開環補(bǔ)償(cháng)係統(tǒng)占用了滾齒機的差動係統, 故它隻能補償(cháng)加工直齒輪及蝸輪, 不能補償(cháng)加工斜齒輪及齒數> 100 的質數直齒輪。
如果您有機床行業、企業相(xiàng)關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






")

