
【前言】隨著科學(xué)技術的巨大進步及社
會生產力的迅速(sù)提高, 機床夾具已從一種輔助工具發展(zhǎn)成為門類齊(qí)全的工藝裝備。麵對我國經濟近年來的快速發展, 機械製造工業的壯大, 使得作為製造工業重要(yào)裝備的各類機加工設備也有了許多新的變化。特別是作(zuò)為機(jī)械製造中裝夾(jiá)工(gōng)件的工藝(yì)裝備(夾具),在機械化大生產(chǎn)的趨勢下顯的(de)尤為重要, 因為夾具是機械加工生(shēng)產中不可缺(quē)少的重要部分。
1 零件(jiàn)的工藝分析
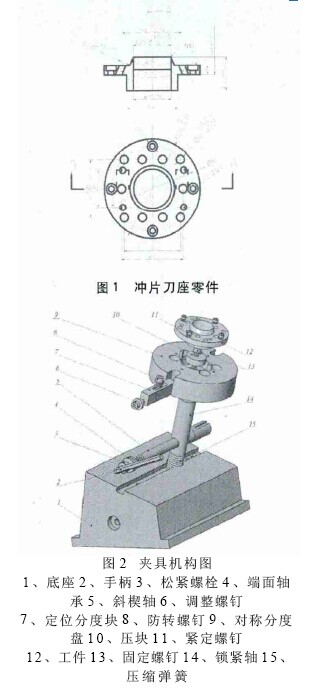
如圖1所示衝片刀座零件,在該零件上有兩組對稱且互成45°的φ6斜孔。按照零件的工藝要求,根據現有的數控銑床設備,要完成兩組φ6 斜孔的加(jiā)工具有相當高的技術(shù)難度, 而且可能導致(zhì)產(chǎn)品的廢品率高的問題。
2 夾具的製(zhì)作與調試
分析圖紙中零件的特點。零件中有斜孔,如果在普通的立式銑床裝夾加工,其定位及尺寸公差難以解決。目前,通(tōng)過設計機床夾具裝夾工件再加工成為最有效的途徑。零件中的斜孔相互間(jiān)互有尺(chǐ)寸、形位關係, 同時可以通過利用夾具對零件的裝夾將斜孔轉化成在銑床中加工直孔的(de)加工(gōng)形式。於是(shì)根據零件圖紙中的相關工藝尺寸要求及加工形式(shì)等因素,設計出如(rú)圖2所示加工夾具,其主要由兩(liǎng)部分構成(chéng):零件夾緊機構及對稱(chēng)斜孔分度定位機構。
2.1 夾(jiá)具夾緊(jǐn)機(jī)構
考慮到工(gōng)件在銑床上(shàng)進行加(jiā)工, 切削(xuē)力比較大(dà)等因素, 要求夾具夾緊機構(gòu)具有足夠的強度, 因此在安裝工件的對稱分度盤通過M10內六(liù)角螺栓及壓(yā)塊鎖緊安裝於鎖緊軸中。
夾具機構裝配圖如圖2所示。通過轉動手柄2旋轉鬆緊螺(luó)栓3,帶動斜楔軸5左右移動來控製鎖(suǒ)緊軸14上下運動,從而達到夾緊(jǐn)或鬆開對稱分度盤(pán)。
在對圖紙中零件進行切削加(jiā)工的過程中,必須要對零件(jiàn)夾(jiá)緊並有效地定位。該(gāi)機床加工夾具中,將加工工件12通過定位銷(其緊定於對稱分度(dù)盤中)與和M5緊定螺釘11與對稱分度盤9進行有效定位安裝(zhuāng)和固定。利用底座1 定位槽安裝定位(wèi)分度塊6 將與定位分度盤的卡口槽配合(hé)定位(wèi), 限製定位分度盤轉動。旋轉手柄2帶動M10鬆緊螺栓3轉動(鬆緊螺栓穿(chuān)過端(duān)麵軸承4,避免(miǎn)在拉緊時其對底座(zuò)左表麵造成損壞),使斜楔軸(zhóu)5向左移動同時控製鎖緊(jǐn)軸14向下運(yùn)動,定位分度盤與鎖緊軸配合安裝並通過壓塊10和M10固定螺釘13壓緊,從而限製了定位分度盤的六個(gè)自由度,保證工件加工工藝。若要鬆開,隻需將手柄往反方向轉動,推動斜楔軸向右移動, 此(cǐ)時鎖緊軸受壓縮彈簧15的彈力向上運動,並且(qiě)將(jiāng)定位分度塊(kuài)從定位分度盤卡口槽中分離出來即可。
壓縮彈簧的選擇: 由於(yú)該彈簧的主要作用是在鬆開鎖緊軸時使其向上移動,因此彈簧(huáng)需有足夠的彈力但又能不影響鎖緊。根據底座零件的相(xiàng)關設計尺寸(cùn)及參考圓柱螺旋壓縮彈簧的(de)尺寸及參數( G B /T2089-1994、GB/T1358-1993)及壓縮(suō)彈簧幾何(hé)尺寸計算(GB/T1239.6-1992)將(jiāng)彈簧相關參數確定為:線徑為3.5mm,節(jiē)距為7mm,有效圈數為5.5,自由高度為42mm。
2.2 夾具對稱分度機構
由於零件上(shàng)的兩組斜孔(kǒng)是相互對稱(chēng)的,因(yīn)此在設計夾具時要充分利用該特性,以便(biàn)於將來在銑床(chuáng)上加工。由於在夾具夾緊機構的設計中已經確定, 工件(jiàn)在完成加工之前始終緊固於對稱分度盤中。根據兩組斜(xié)孔的特性以及采取的加工形式, 其對(duì)應孔在加工時位置必須一(yī)致。據此,在加工完一組斜孔後, 隻需把對稱分度盤旋轉180°就可以加工另一組斜(xié)孔。結合前麵夾緊(jǐn)機構的(de)方案, 在對稱分(fèn)度盤中設計出其(qí)旋轉180°定位槽。
對稱分度機構與工件(jiàn)裝配, 分(fèn)別利用定位銷、緊定螺釘將(jiāng)工件與對稱分(fèn)度盤定位固定安(ān)裝, 並將定(dìng)位分度(dù)塊插(chā)入(rù)對稱(chēng)分度盤的任(rèn)一卡口槽中。
加工完一組斜孔後, 將定位分度(dù)塊從對稱分度盤的卡口槽中抽離出(chū)來, 並將對稱分度盤從夾具機構稍微鬆開, 轉動對稱分度盤使其另一卡口槽(cáo)能夠(gòu)與定位分度(dù)塊配合安裝, 同時推動定位分度塊插入卡口槽中。將夾具中各鬆開(kāi)的零件從新夾緊(jǐn)固定, 便可以進(jìn)行下一組斜孔(kǒng)的加工。
3 使用效果
目前,該機床夾具已應用於裝夾零件加(jiā)工中。從(cóng)加工情況看,工件可以在一次對刀的情況下完成加工,有效地控製加(jiā)工誤差。該套機床夾具將夾緊機構(gòu)與分度機構有機地聯係起來(lái),根據工件零件結構特點,利用定位銷定位, 緊固螺栓將(jiāng)工件與對稱分度盤固定, 可以(yǐ)避免直接夾緊工件而造成對其損傷, 通過定位分度塊與(yǔ)對稱分度(dù)盤的卡口槽的相互配合,既(jì)可以解決夾緊機構限製(zhì)工件加(jiā)工定位的六個自由度, 實現完(wán)全定(dìng)位的問題, 又可以實現對稱分度盤在轉動過程中的分度(180°旋轉)定位問題。
結束語(yǔ)
該夾具結構簡單(dān), 定位(wèi)精(jīng)確, 操作方便,對於對稱斜孔(kǒng)的加工具有較好的效果。大大減少了輔助時間, 降低了操作者(zhě)的勞動強度,提高了生產效率和產品的合格率。通過(guò)實(shí)際機加工證明, 使用該工裝夾具加工出來的零件, 均能達到設計(jì)圖樣的工藝要求。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎(yíng)聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com








