
引言
通常將(jiāng)工件的長度(dù)與直徑之比(即(jí)長徑比)大於25(即L/D>25)的軸類零件稱為細長(zhǎng)軸。細(xì)長軸雖然外形並不複(fù)雜,但由於其自身剛度低(長徑比越(yuè)大,剛度(dù)越低(dī)),車削時受(shòu)切削力、重力、切削熱等因素的影響,容(róng)易發生彎曲變形,產生振動、錐度、腰鼓形和竹節形等缺陷,難以(yǐ)保證加工精度,使細長軸的車削成為難度較大(dà)加工工(gōng)藝。因此,采用反向進給(gěi)車削,配合最佳(jiā)的刀具幾何參數(shù)、切(qiē)削用量、拉緊裝置和軸套式(shì)跟刀架等一(yī)係列有效措施,以提高細長軸的剛性,得到良(liáng)好的幾何精度和理想的表麵粗糙(cāo)度,來(lái)保證細長軸的加工要求。
一、細長軸(zhóu)在加工中常見的問題
1、受熱變形而伸長。
細長軸車削時熱擴散性(xìng)差(chà)、工件(jiàn)受熱伸長變形(xíng)產生相當大的線(xiàn)膨脹,當工件兩端頂(dǐng)緊時易產(chǎn)生彎曲。
2、工件剛度差
車削時工件(jiàn)受到切(qiē)削力(lì)、細長的工件由於自重下垂(chuí)、高速旋轉時受到離心(xīn)力等都極(jí)易使其產生彎曲變形。
3、表麵加工質(zhì)量難以保證
由於工件自重、變形、振動,影響工件圓柱度(dù)和表麵粗(cū)糙度。
二、提高細長軸的加工精度及注意事項
1、選擇合適的(de)裝夾方(fāng)法
(1)一夾一頂的裝夾法(fǎ)。采用(yòng)一夾一頂的裝夾方(fāng)式。在該裝夾方式中,如果頂尖頂(dǐng)得太(tài)緊,除了可能將細長軸頂彎外,還能阻礙車削時細長軸的受熱伸長,導致細長軸受到軸向擠壓(yā)而產(chǎn)生彎曲變形。另外卡爪夾緊麵(miàn)與頂尖孔可能不同軸,裝夾後(hòu)會產生過定位,也能導致細(xì)長軸產生彎曲(qǔ)變形。因此采用一夾一頂裝夾方式時,頂尖應采用彈性回轉頂尖,使細長軸受熱後可以自由伸長(zhǎng),減少其受熱彎曲變形;同時可在卡爪與細長軸之間墊入(rù)一個開口(kǒu)鋼絲圈,以(yǐ)減少卡(kǎ)爪與(yǔ)細長軸的軸向接觸長度,消除安裝時的過定位,減少彎曲變形。
(2)兩頂尖裝夾法。采用兩頂尖裝夾,工件定位準確,容易保證同軸度。但用該方法裝(zhuāng)夾細長軸,其剛性較差,細長軸彎曲變形較大(dà),而且容易產生振動。因此隻適宜於長徑(jìng)比不大、加工(gōng)餘量較小、工件(jiàn)加工精度要求(qiú)不高(gāo)、多台階軸類零件的加工。
(3)采用反向進給方法車削細長軸。反向切削法就是車削時床鞍帶動車刀由主軸卡盤開始向尾架方向進給。這樣(yàng)在加工過程中產生的軸向切削力使細長(zhǎng)軸受拉(與工件伸長變形方向一致),由於細長軸左(zuǒ)端通過鋼絲圈固定在卡盤內,右端支撐在彈性回轉頂尖上,可以自由伸(shēn)縮,不易產(chǎn)生彎曲變形,可以有效地補償刀具至尾架一段的工件的受壓變形和熱伸長(zhǎng)量,避(bì)免工件的壓彎(wān)變形。
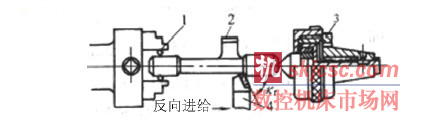
1-鋼絲圈;2-三爪跟刀架;3-彈性回轉頂尖;4-幾何角度合理的車刀圖1
(4)采用跟刀架和中心架(jià)。使用跟刀(dāo)架支撐細長軸時,跟刀架固定在床鞍上跟在車刀的後麵,隨車刀的(de)進給移動,抵消了(le)背向力,並增加工(gōng)件的剛度,減少變形,從而提高細長軸的形狀精度並減小(xiǎo)表麵粗造度,傳統(tǒng)上采用跟刀(dāo)架和中心架,相當於在細長軸上增(zēng)加了一個支(zhī)撐(chēng),增加了(le)細長軸的剛度,可有效地減少徑向(xiàng)切削力對細長軸的(de)影響。
2、合理選擇細長軸車刀的幾何參數
車削細長(zhǎng)軸時,由(yóu)於工件剛度低,車刀的幾何(hé)形狀對減少作用在工件上的切削力(lì),減少工件彎曲變形和振動,減少切削熱的產生均有明顯影(yǐng)響,而在刀具的幾何角度中,前角、主偏角和刃(rèn)傾角對切削力的影響最大。選擇時主要考慮:
(1)前角(γ0)。其大小(xiǎo)直接影響(xiǎng)著切削力、切削溫度和切削功率,增大前角,以減少切削(xuē)力和切削熱(rè),前角一(yī)般取γ0=15°~30°。
(2)主偏角(Kr)。車刀主偏角Kr 是影響(xiǎng)徑向力的主要因素,在不影響刀具強度的前提下,應盡量增大車刀主偏角,以減小徑向力,從而減小細長軸的彎曲變形。一般細長(zhǎng)軸車刀的主偏角選Kr=80°~93°。
(3)刃傾角(jiǎo)(λs)。影響著(zhe)車削過程中切(qiē)屑的流向(xiàng),選擇正值刃傾角,使(shǐ)切屑流向待加工表麵,通常采用正刃傾角+3°~+10°。此外(wài),車刀也容(róng)易切入(rù)工件。
(4)後角較小α0 =4°~6°,起防振作(zuò)用。
(5)要求切削刃表麵粗糙度Ra≤0.4 μ m,並保(bǎo)持(chí)切削刃(rèn)鋒利。
(6)車刀前麵(miàn)應該磨有R1.5~3mm 的斷屑槽,使切削順利卷曲折斷。
(7)為(wéi)了減少徑向切削力,應選擇較小的刀尖圓弧半徑(jìng)(re<0.3mm)。倒棱的寬度也應選得較小,取倒棱寬br1=0.5f。
此外,選用(yòng)紅硬(yìng)性和耐磨性好的刀片材料(如硬質(zhì)合金YT15、YT30、YW1 等),並(bìng)提高刀尖的刃磨質(zhì)量,使切削刃經常保持鋒利,表麵粗造度(dù)Ra 值小於0.4 μ m。
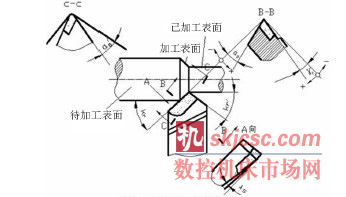
圖2 刀(dāo)具幾何角(jiǎo)度圖
3、合理地控製切削用(yòng)量
切削用量選擇的(de)是否合理,對切削過程(chéng)中產生的切削力的大小、切削熱的多少是不同的,對車削細長軸時引起的變形也是不同的。車削細長軸時,一般在加工長徑比及材料韌性大時,選用較小的切削用(yòng)量,即多走刀,切(qiē)深小,來減少振動,增(zēng)加剛性。
(1)背吃刀量( α p)
隨著切削深度的增大,車削時(shí)產生的切削熱隨之增大,引起細長軸的受力、受熱變形也增大。因此在車削細長(zhǎng)軸時,應盡量減少背吃刀量。
(2)進給量(f)
進給量增大會使切削(xuē)厚度增加,切削(xuē)力增大。但切削力(lì)不是按正比增大。
(3)切削速度( υc )
提高切削速度有利(lì)於(yú)降低切削力。這是因為,隨著切削速度的增大(dà),切削溫度提高,刀具(jù)與工件之間的摩擦力減小,細長軸的受力變形減小,所以切削(xuē)速度應控(kòng)製在一定範圍。對長徑比較大(dà)的工件(jiàn),切削速度要適當降低。
4、注意事項
(1)為(wéi)防止(zhǐ)長細長軸產生錐度,車(chē)削前必須調整尾座中心,使之(zhī)與車床主軸中心同(tóng)軸(zhóu)。
(2)車削時,應隨時注意頂尖的鬆緊程度,檢查方法是開動(dòng)車床使工件回轉,用右手拇指和食指捏住彈性(xìng)回轉頂尖的轉動部分,頂尖能停止回轉,鬆開(kāi)手指後,頂尖能恢複回轉,說明頂尖的鬆(sōng)緊程度適當。
(3)粗車時應選擇好第一次切削深度,必(bì)須保證將工件(jiàn)毛胚一次進刀車圓,以免影響跟刀架的正常工作。
(4)車削過程中,應隨時注意支撐爪與工件表麵的接觸狀態及支撐爪的磨損情況,並隨時作出相應的調整。
(5)車削過(guò)程中,充分加注切削液可(kě)有效地減(jiǎn)少工件所吸收的熱量,減少工(gōng)件的(de)熱變形伸(shēn)長,還可以降(jiàng)低(dī)刀尖的溫度和延長(zhǎng)刀具的使用壽命。因此,加工(gōng)細長軸時,無論是低速切削,還是高速切削,都必(bì)須充分加注切削液。
結論
綜上所述,對於細長軸的(de)加工來講,要想保證細長軸的加工質量要求,就要通過采用合適的(de)裝夾方式和先進的加工方法,選擇合理的刀具角度和切削用(yòng)量等措施,這樣細長軸車削問題便會(huì)迎刃而(ér)解(jiě)。
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








