
一副壓鑄(zhù)模的開發(fā)成功,是一係列細致(zhì)的分析與計算設計的結果。在設計中需要考慮零件的技術要求、設備(bèi)條件、結構工藝性、模(mó)具(jù)結構等,有時還需要模(mó)擬分(fèn)析。現在以一個電子殼體零件的壓鑄解決方案為例進行分析。
1 零件的技術要求和設備條件
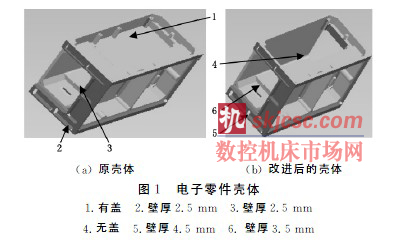
圖1是一(yī)個電子(zǐ)零(líng)件的殼體結構件,材料(liào)為(wéi)A380鋁合金[1],外形尺寸為240mm×166mm×130mm,要求組織致密,表麵完整,並滿(mǎn)足氣密性要求。壓(yā)鑄設備為WOTAN700,其額定鎖模力為7000kN;其最大料缸直徑(jìng)為80mm,拉杠間距為750mm,最大模厚為900mm;設備有一個液壓抽芯裝置。
2 結構工藝分析(xī)
該零件形狀複雜,台階多,5個麵有腔體結構,一個(gè)麵有散熱筋,壁厚不均(jun1)勻,最大壁厚為12mm,最小壁厚為2.5mm,平均壁厚為3.2mm。零(líng)件的壓鑄填充過程遵循主(zhǔ)幹型(xíng)腔(qiāng)填充原則,即應遵循主幹(gàn)型腔的填充———優質填充區滿足70%的要求;非主幹型腔的填充(chōng)———金屬液互相衝擊區約為30%[2]。
圖1a為原殼體零件(jiàn),從任(rèn)何一個方向選(xuǎn)擇澆注係(xì)統,優質填充區域不超過50%,其中有一個麵(miàn)將全部是金屬液衝(chōng)擊區。這種結構不具備壓(yā)鑄工藝性,需要進行結構更改。經過結構分析,將圖1殼體箭頭1所指位置的蓋揭開,變成圖1b箭頭4所(suǒ)指的無蓋位置,基本達(dá)到了主幹型填充原則要求。
3 鎖(suǒ)模力的計(jì)算
在壓鑄過程中,鋁(lǚ)合金液在分型麵投影麵積上的反壓力P反要小於壓鑄(zhù)機的額定鎖模力,即:P反≤P鎖·k (1)P反=ΣF·p×0.1 (2)式中,ΣF 為鑄件(jiàn)在分型(xíng)麵上的總投影麵積(jī),cm2;p 為壓射比壓,MPa;P鎖為(wéi)壓鑄機額定鎖模力,kN;k 為(wéi)許用安全(quán)係數,對於鋁合金,k=0.8。計算得到零(líng)件的總投影麵積為690cm2,氣(qì)密件一般選(xuǎn)用比壓為70MPa,代入(rù)式(2)得P反=4 830kN;而WOTAN700壓鑄機的額定(dìng)鎖模力P鎖=7 000kN,代入(rù)式(1)得P反≤P鎖·k≤5 600kN,滿足模具要求。
4 澆注位置(zhì)的選擇
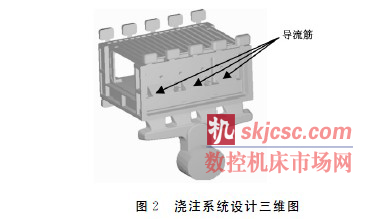
澆注(zhù)位置的選擇應符合金屬液填充流線原則,即內澆道與壓鑄件主幹型腔所屬範圍(wéi)內的任意部位可(kě)通達的金(jīn)屬流線的應是最短的;內澆道壓出的金屬液的流動方向應(yīng)基本一致,並沿著主幹型(xíng)腔型麵的方(fāng)向擴(kuò)展填充[3]。按照金屬液填充流(liú)線原則,澆注係統設計見(jiàn)圖2,以保(bǎo)證金屬流線(xiàn)最(zuì)短,同(tóng)時為了保證金屬液沿主幹型腔型麵的方(fāng)向順利填充,在(zài)圖2中箭頭所指位置增加(jiā)了3處導流筋(jīn)。
5 澆注係統計算
5.1 內澆口截(jié)麵積的計算
根(gēn)據W.Davok經驗(yàn)公式:Ag =0.485 V (3)在壁厚為2.4~3.2mm時有一定的適應性(xìng)。根據G.Lieby經驗公式:Ag =5 000 V/(V +10 000) (4)在壁厚為3~5mm時有一定的適應(yīng)性(xìng)。式(shì)中,Ag為內澆口截(jié)麵積,mm2;V 為零件體積,cm3。使用Pro/E三維分(fèn)析可得到零件體積V =790cm3,用式(3)計算得Ag=383mm2,用式(4)計算得Ag=366mm2,設計時,取兩者中(zhōng)間(jiān)值Ag=370mm2。根據零件的(de)平均壁厚(hòu)為(wéi)3.2mm,取內澆口的厚度為b=2mm,內(nèi)澆口長度L=Ag/b=185mm。
5.2 料缸(gāng)的選擇
5.2.1 料缸截(jié)麵驗證
按連(lián)續性原理,流(liú)體流過某(mǒu)一限定部位,在一段時間內流體連續地充滿這個部位,因此在這個時間內流入、流出的流量Q 是相等的。
Q =Vg·Ag =Vp·Ap
Vg =Vp·Ap/Ag (5)
式中,Vg為充填速度;Vp為射料杆(gǎn)壓射速度(dù);Ap為料缸截麵積。
射料杆壓射速度Vp一般以1.5~2.5m/s比較合適,設計時選擇Vp=2.4m/s,料(liào)缸直徑(jìng)為80mm 時,Ap=5 024mm2,代入式(shì)(5)得Vg=32.5m/s,符(fú)合一般經驗填充速度為(wéi)30~50m/s的要求。
5.2.2 充滿度驗證
料缸直徑為(wéi)80mm時,料缸能容納金屬液的最大總質量為5.8kg,而帶澆注係統的零件總質量為3.5kg,充(chōng)滿度為3.5/5.8=51.7%,符合充滿度30%~75%的要求。所以選擇型號為WOTAN700壓鑄機、直徑為80mm的料缸符合設計需求。
6 模具總裝簡圖的設計
由於該零件複雜,外形偏大,需要4 個(gè)滑塊抽芯———兩個液壓油缸抽芯和兩個斜拉(lā)杆抽芯。圖3是模(mó)具(jù)總裝簡圖。
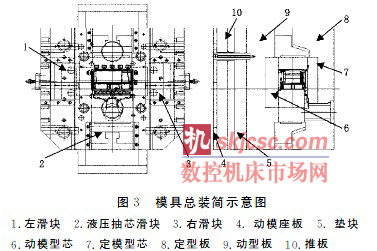
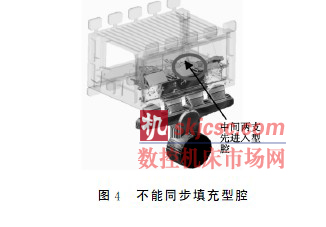
圖4為充(chōng)填型(xíng)腔不(bú)同步的情況,其中模具(jù)外形尺寸為830mm×750mm×700mm,偏心距為200mm。而7000kN壓鑄機拉杠間距(jù)為(wéi)750mm,最大(dà)模厚為900mm,模(mó)具(jù)不能直接裝入壓(yā)鑄機。通過計算,將模架切去下麵兩個角,並將模具動模和(hé)定模分開來(lái)安裝,可以將模具裝入(rù)壓(yā)鑄機。
壓鑄機隻有一個液壓抽芯裝置,通過三通結構,可用一個液壓(yā)抽芯裝置(zhì)帶動兩個液壓缸(gāng),直徑分別是150mm 和125mm。合模時推杆與滑(huá)塊會(huì)有幹涉,設計先回程機構可以有效解決這個問題。
7 模擬試驗
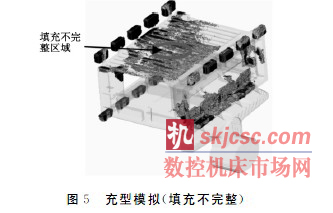
考慮到該殼體零件結構工藝的複雜(zá)性,為慎重起見,進行了壓鑄仿真模擬(nǐ)試驗,將壓射杆射速設定為2.4m/s,澆(jiāo)注溫度設定為650℃,快壓射的切入點選擇為4支(zhī)橫澆道全部(bù)充(chōng)滿時,零件收縮率為0.6%,劃分網格數為3 500萬,模(mó)擬(nǐ)時間為5.5h。試驗結果:①4支澆道不能同(tóng)步填(tián)充,中間兩支先進入型腔,見圖4;②部分區域填充不完整,見圖5。
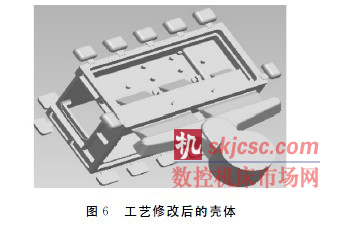
8 工藝修
根據仿真模擬(nǐ)分析的結果,對(duì)殼體零件進行了工藝修改:①將4支澆(jiāo)道改為兩支,以保證澆道同(tóng)步填充,見圖6;②更改零件局部位置壁厚,減少填充阻力,保證金屬液填充流線(xiàn)原則。圖1a、圖1b分別是修改前和修改後(hòu)的殼體,將箭(jiàn)頭2、3所指的壁厚2.5mm分別改為箭頭5、6所指的3.5mm及4.5mm。其中箭頭所指的修改壁厚不影響使用結構,箭(jiàn)頭所(suǒ)指(zhǐ)的修改壁厚則可以通過銑削加(jiā)工去除。
9 結 語(yǔ)
殼體零(líng)件(jiàn)通過以上工藝(yì)分析、計算、模擬和修改,試模獲得(dé)成功,零件表(biǎo)麵(miàn)完整,內部組織致密,滿足氣密性要求。
如果(guǒ)您有機床(chuáng)行(háng)業、企業相關新聞稿(gǎo)件發表,或(huò)進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com








