
1. 背景
近幾年(nián)來,高速(sù)切削技(jì)術已進入一(yī)個迅速發展的重要時(shí)期,現已成為金屬切削發展的方向(xiàng)之一。因此(cǐ),與之相適應而(ér)生產的HSK 接(jiē)口的高速切削加工機床越來(lái)越多,越來越廣泛(fàn)。目前,國外的機床製造廠家都有自己的這種過硬產品,並開始大量湧入我國。
為了跟上世界機床發展趨勢,大連高金數控集團2006 年開始(shǐ)研究生產HSK 接口高(gāo)速主軸,但是由於公司加工技術和工藝手(shǒu)段上的(de)很多難點無法解決,一直沒(méi)能很好地加(jiā)工(gōng)出這種合格主軸。後來,我們根據需要對技術水平、加工設備及測(cè)量儀器進行了不斷更新,現已成功加工出合格的HSK 接口的主軸,為大連(lián)機床集團(tuán)製造國產HSK 接口高速加工中心做好了充分技術準備。
2. HSK 主軸加工難點
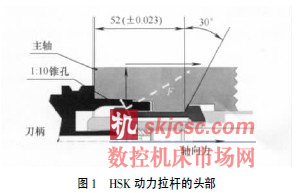
首先,我們得先了解(jiě)HSK 接口主軸內(nèi)孔的特點,以OTT HSK63 拉刀裝置為(wéi)例。OTT 生產HSK63 拉刀機構(gòu)及(jí)其原理如圖(tú)1 所示,拉杆在彈簧拉(lā)力下(xià),拉刀(dāo)瓣因徑向力作用產生向上運動,最終緊緊將刀瓣靠在刀柄(bǐng)加工難點分析如下:主軸孔內兩頭有角度的端麵上(shàng)。
( 1) 加工主軸前端麵必須(xū)要與加工(gōng)的(de)1∶ 10 錐孔垂直(zhí),這是因為主軸前端麵與1 ∶ 10 錐孔要同時定位。加工(gōng)誤差會對檢測直接(jiē)造成影響,如圖2 所示,其中A、B、C 為檢查棒簡圖理(lǐ)想狀態,A'、B'、C'為主軸加(jiā)工誤差造成檢查棒偏差。
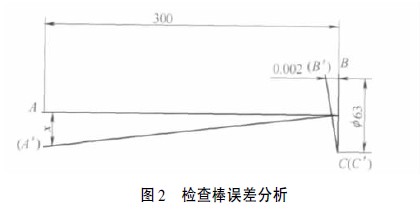
要保證主軸(zhóu)前端麵與1∶ 10 的(de)內孔(kǒng)垂直度,一般設計上要求該端(duān)麵圓跳(tiào)動應(yīng)小於0. 002mm。從圖2我們知道,檢查棒( 由A、B、C 組成) 插入主軸孔並在拉力作用下,緊緊地靠在主(zhǔ)軸前端(duān)麵時,在(zài)沒有加工誤差情況下,HSK63 檢查棒(bàng)垂直(zhí)度、跳動(dòng)誤差為零。當加工出現偏差0. 002mm 時,HSK63 主軸(zhóu)前端麵接觸直徑為63mm,假設端麵63mm 最大直(zhí)徑上跳動為(wéi)0. 002mm,檢查棒偏差狀態如A' B' C',根據相似三角形原理: 0. 002 ∶ 63 = x ∶ 300,得x =0. 009 5mm。從理論上講,若前端麵徑向最大點(diǎn)跳動誤差(chà)為0. 002mm, 則300mm 長檢查棒偏差(chà)值為0. 009 5mm ( 跳動(dòng)誤差實為0. 019mm) 。可以看出(chū),前端麵誤(wù)差對檢查棒的影(yǐng)響程度( 這裏(lǐ)我們把檢查(chá)棒看成剛性體,實際上誤差小一點) 。上述分析說明,HSK50、HSK30 在(zài)前(qián)端麵微小誤差,對300mm長檢查棒來說跳動誤差影(yǐng)響(xiǎng)會更大。
( 2) 主(zhǔ)軸1∶ 10 錐孔後端300mm 處端麵,必須與(yǔ)前端麵平(píng)行。主軸前端麵與刀柄後端麵拉緊前(qián)本來有一定的間隙,當在拉力的作用下間隙(xì)消除後,上述端麵因不(bú)平行,使受力方向發生偏移。此時,HSK主軸(zhóu)1∶ 10 錐孔在力的作用下必會產生一定的(de)變形,若受力不均而造成偏移,1∶ 10 錐孔的定位作用會發(fā)生變化。當最終刀柄與主軸錐麵和主(zhǔ)軸兩個端麵(miàn)同時定位和夾緊時,檢查棒(bàng)300mm 處會因此產生跳動誤差。
為了確保上述垂直、平行的要求,我們采用的(de)磨削(xuē)加工關鍵技術是: 1 ∶ 10 錐孔、前端麵、300mm後端麵(miàn)在不旋轉磨床工作台(tái)的前提下,一次性裝夾加工出來,從而有(yǒu)效地保證了主軸一次加工(gōng)的合格(gé)率達到了95%。
3. 測量手段及關鍵工藝設備
要實現上述要求,加工過程中還要有(yǒu)必要測量(liàng)手段、關(guān)鍵工藝設備及技(jì)術保證。
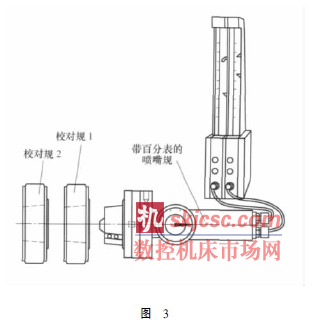
( 1) 要有一台高精度HSK 氣動電子測量(liàng)儀,兩個測量量(liàng)規( 一個為通(tōng)規,一個為止規) 時刻監視磨削現狀,如圖3 所示(shì)。
( 2) 要有一個用(yòng)於測量內孔300mm 錐麵到(dào)主軸前端麵距離為( 52 ± 0. 023) mm 的測量儀。
( 3) 要有一台數控磨削機床,最好是(shì)磨(mó)削中心。我們(men)使用瑞士克林貝格磨削中心,其(qí)特(tè)點是有一片端麵磨削(xuē)砂輪, 可以(yǐ)保證端麵磨(mó)削精度(dù)達到0. 001mm 以內。
4. 加工注意事(shì)項
具備上(shàng)述基本條件後,實際加工還應注意的事項有:
( 1) 前端麵應首先磨平,然後(hòu)再粗磨1∶ 10 錐孔大端到工藝尺(chǐ)寸,用自製工裝檢(jiǎn)測一下。其作用(yòng)一是1∶ 10 後端300mm 錐麵與主軸前端(duān)麵( 52 ± 0. 023) mm 尺寸留量是否足夠,否則,尺寸若小於52mm 或(huò)加工餘量不夠均會造成廢品,浪費不必要人力、物力(lì); 二是磨削1∶ 10 錐(zhuī)孔時,若(ruò)不小心磨大了,易造成端麵接觸,錐麵的測量會不準確。
( 2) 磨削主軸1∶ 10 錐孔,內孔磨頭需要進行x、y 兩個(gè)方向的合成運動。隨時校正錐孔精度( 使用氣(qì)動電子(zǐ)測(cè)量(liàng)儀) ,當1∶ 10 錐度磨削基本準確後,最後一次精磨時,校正角(jiǎo)度微小誤差時,應盡量不要(yào)修整(zhěng)砂輪,而采取進行無火花的磨削( 主要(yào)是(shì)減少金(jīn)剛筆修整砂(shā)輪產生(shēng)誤差) ,直到磨削(xuē)合格為止(zhǐ)。
( 3) 在錐孔磨削1∶ 10 錐(zhuī)度合格基礎上,再磨1∶ 10 錐孔後(hòu)300mm 處端(duān)麵。最後用前端麵保證 ( 52 ± 0. 023 ) mm 尺寸要求即可( 用KELCH 測量儀) 。
5. 結語
總之,主軸HSK 接(jiē)口內孔加工是一個加(jiā)工難度較高(gāo)的技術,除了要有正確的加工方法之外,還要有必要的工藝手段(duàn)和測量儀器。有了上述保證,一個合格的HSK 主軸磨削加工就不(bú)會有大問題了。
如果您(nín)有機床行業、企(qǐ)業相(xiàng)關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

