
1 前言
轉向萬向節主要是(shì)連接轉向軸和轉向傳動軸或連接轉向傳(chuán)動軸和轉向器,用來傳遞運動和扭矩的零件(jiàn)。其傳遞的力矩一(yī)般較小,但其精度,特別是在加(jiā)載(zǎi)過程(chéng)中使轉向傳動軸產生的角間隙會直接影(yǐng)響轉向係統的靈(líng)敏度。在QC/T649-2000汽車轉向傳動軸總成性能要求及試驗方法(fǎ)中,要求裝一(yī)個萬向節(jiē)的無(wú)滑動花鍵轉向(xiàng)軸在正負(fù)加(jiā)載3N.m情況下角(jiǎo)間隙≤0.25度。隨著汽車技術的發展,對汽車各性能要求日益提高,如國際轉向傳動軸知名企業DOUGLIAC公司,要求裝一個萬(wàn)向節的無滑動花(huā)鍵轉向軸在正負加載10N.m情況下角間隙≤0.15度。
一般(bān)的裝熱鍛軸承萬向節的(de)轉向傳動軸無法達到該要(yào)求,而采用裝(zhuāng)鐵皮衝壓軸(zhóu)承萬向節的轉向傳動軸卻能達到對角間隙的苛刻要求。
2 轉向傳動軸的(de)角間(jiān)隙及其產生
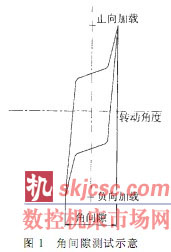
兩根無滑(huá)動花(huā)鍵轉向(xiàng)軸(zhóu)傳動叉之間連接一隻十字(zì)軸萬向節,兩(liǎng)傳動叉保持在一條(tiáo)直線(xiàn)上,對其中一根傳動叉作剛性固定,對另一根傳動叉施加一定量正負扭矩,其正向(xiàng)扭轉極限位置到(dào)負向扭轉極限位置的夾角即為轉向傳動軸的(de)角間隙。角(jiǎo)間隙的產生一(yī)方麵是(shì)由於接叉和萬(wàn)向節在外力(lì)作用(yòng)下產生剛(gāng)性變形,另一方麵是由於熱鍛(duàn)軸承萬向節其十字軸軸(zhóu)頸與軸(zhóu)承內複圓之間存在徑向間(jiān)隙。轉向傳動軸受力矩較小,節叉和萬向節不會變形,角間隙主要由十字軸軸(zhóu)頸與軸承內複圓之間存在的徑向間隙產生。角間隙測(cè)試示意如圖1所示。
3 熱鍛軸承萬向節的結構及軸承加工工藝
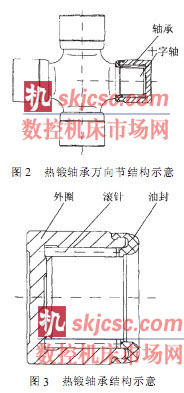
熱鍛軸承萬向(xiàng)節的外圈材料(liào)一般為20Gr,為達到其性能要求,采用如下加工工藝:熱鍛-車加工-熱處(chù)理(滲碳淬火)-磨加工。外圈壁厚一般大於2.5mm,故外圈剛性(xìng)較好,不宜變形。熱鍛軸承萬向節結構示意如圖2所示,熱鍛軸承結構示意如圖3所示。
4 熱鍛軸承萬向節的轉向傳動軸角間隙分析
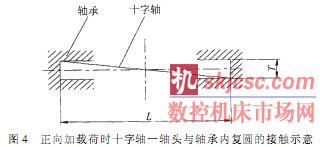
設(shè)連接轉向軸的萬向節十字軸長度為!,十字軸(zhóu)軸頸(jǐng)和軸承內複圓的徑向間隙為"。將一(yī)節(jiē)叉剛性固定(dìng),另一個轉向節叉加正向力(lì)矩(jǔ),即加載+10N.m的力矩,則萬向節十字軸一軸頭與軸承(chéng)內複圓的接觸如(rú)圖4所示。
再(zài)在(zài)同一節叉(chā)加(jiā)一反向力矩,即加載-10N.m力矩,則此萬向節十(shí)字軸(zhóu)上的同一軸頭與軸承(chéng)內複圓(yuán)接觸如圖(tú)5所示。
加正負載荷時萬向節(jiē)十(shí)字(zì)軸一個方向(xiàng)的軸頭與內複(fù)圓徑向間隙引(yǐn)起的轉向軸角間隙α如圖6所示。
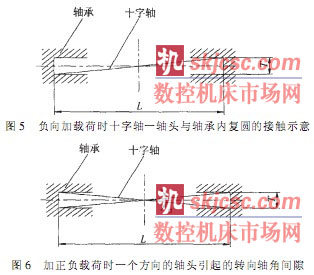
萬向(xiàng)節一軸(zhóu)頭與內(nèi)複圓徑向間隙(xì)引起的轉向軸角間(jiān)隙計算如下:α=2arctg(T/L)。轉向軸的角間隙由萬向節兩個(gè)方(fāng)向的軸(zhóu)頭引起,故轉向軸(zhóu)總的角間(jiān)隙β=2α。轉向萬向節一般尺寸較小,其十字軸長度不超過40mm。當一轉向傳動軸角間隙要求≤0.15度(dù)時,即β=0.15度(dù),α=0.075度。根據以上公式α=2arctg(T/L)計算得T=0.026mm,即十字軸軸頸與軸承(chéng)內複圓之間的最大徑向間隙為0.026mm。為(wéi)使萬向節裝叉後不產生發卡現象,十字軸軸頸與軸承內複圓最小(xiǎo)徑向間隙(xì)應保證為0.004mm,故萬向節軸頸和軸承(chéng)內複圓的累積誤差為0.026-0.004=0.022mm。由於(yú)十字軸四個軸頭公差無法分檔,一般十字(zì)軸磨削加工後軸頸最小公差為(wéi)0.008mm,內複圓直徑(jìng)的公差隻有0.014mm,即(jí)滾針和外圈內徑的累積公差為0.014mm,滾針最小公差為0.003mm,在直徑方向的累積公差為0.006mm,因而最終留給外圈(quān)內徑的公差隻有0.008mm。一般的內圓磨削(xuē)加工工藝不(bú)能(néng)達到此公差要(yào)求。
5 鐵皮軸承萬向節的結(jié)構及軸承加工(gōng)工藝
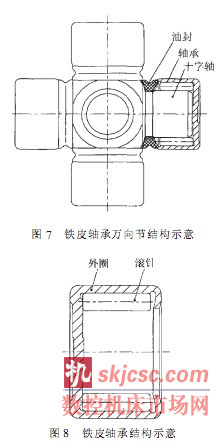
鐵皮軸承萬向節的外圈采用易拉伸鋼板(bǎn)衝壓拉(lā)伸而成,鋼板厚度一(yī)般為1mm。軸(zhóu)承外圈加工(gōng)工藝為:下料-衝壓成形-熱處理(碳氮共滲)-竄光。且經衝(chōng)壓拉伸(shēn)成形後的(de)壁厚一般為("5$$左右,在外(wài)力作用(yòng)下易變形。鐵皮軸承萬向節結構示意如圖7所示,鐵皮軸承結構示意如圖8所示。
6 鐵皮軸承萬向節的轉向(xiàng)傳動軸角間(jiān)隙分析
轉向傳動軸采(cǎi)用鐵皮軸承萬向節,可通過軸承外徑與節叉內孔過盈配合、十字軸軸頸與(yǔ)軸承內複圓過渡配合(hé)來達到較(jiào)小的角間隙。具體原理如(rú)下:轉向萬向節的尺寸較小,軸承外徑為14~20mm左右,外圈用厚度為1mm的鋼板衝壓而成,衝壓成形後外(wài)圈壁厚一般為0.8mm左右,在較小外力作用下易變形。軸承外徑(jìng)與節叉內孔之間采用過盈配合,當鐵皮軸承壓入節叉時隨節叉(chā)內孔的形狀得(dé)到整形。軸承內複圓(yuán)與十(shí)字(zì)軸軸頸之間采用過渡配合,當十字軸壓入軸承時軸承內複(fù)圓隨十字軸的軸頸得到脹大,進一步(bù)進行一定程度整形,使十字軸軸頸和軸承內複圓之間能在保持較(jiào)小的徑向間隙的同時轉動(dòng)靈活。
7鐵(tiě)皮軸承萬向節的轉向軸角間隙試驗證(zhèng)
對要求萬向節軸承外徑為15mm的轉向軸采用鐵皮(pí)軸承萬向節進行角(jiǎo)間(jiān)隙試驗驗證。選用節叉孔(kǒng)尺寸為(wéi)![]() ,根據以上(shàng)分析合理設計(jì)十字軸軸頸、軸承內複圓、軸承外徑和標準圈的尺寸,以達到角間隙≤0.15度的要(yào)求。
,根據以上(shàng)分析合理設計(jì)十字軸軸頸、軸承內複圓、軸承外徑和標準圈的尺寸,以達到角間隙≤0.15度的要(yào)求。
7.1 軸承外徑、內徑尺寸為使軸承壓(yā)入節叉後達到較好的整形效果,使兩(liǎng)者有0.05mm左右的過盈量,同時由於鐵皮軸承熱處理後不進行機加工,軸承外徑(jìng)公差較大,故將軸承外(wài)徑尺寸定為![]() 。內(nèi)複圓尺寸根據外圈(quān)壁厚0.8mm、滾針直徑 1.5mm計算出,可定(dìng)壓入標準圈時內複圓尺(chǐ)寸為(wéi)
。內(nèi)複圓尺寸根據外圈(quān)壁厚0.8mm、滾針直徑 1.5mm計算出,可定(dìng)壓入標準圈時內複圓尺(chǐ)寸為(wéi) ![]() 。
。
7.2 標準(zhǔn)圈尺寸
標(biāo)準圈起標準節叉的作用,其尺寸與節叉孔尺寸在理論上應一致,可定為![]() 。
。
7.3 十字軸軸(zhóu)頸尺寸(cùn)
為滿足其苛刻(kè)的角間隙要求,十字(zì)軸軸(zhóu)頸應與軸承內複圓過(guò)渡配(pèi)合,軸頸尺寸定為![]() 。
。
對按(àn)以上尺寸生產的 * 個產品進行角間隙試驗(yàn)驗證,具體結果如表1所示。
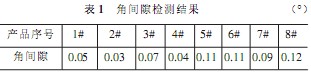
根據試驗可知,通(tōng)過合理設計鐵皮軸(zhóu)承轉向萬向節的各配合尺寸(cùn),裝一個萬(wàn)向節的無滑動花鍵轉(zhuǎn)向軸在正負加(jiā)載10N.m情況下可以達到角(jiǎo)間隙≤0.15度的苛刻要求。
8 結束語(yǔ)
根據以上分析和測試可知,裝一個轉向(xiàng)萬(wàn)向節的(de)無滑動花鍵(jiàn)轉向軸角間隙要(yào)達(dá)到≤0.15度-的要求,應該改(gǎi)變傳統的采用熱鍛軸承萬向節的方法,而(ér)采用鐵皮軸承萬向節代替。即通過合理設計十字軸軸頸、內複圓直徑、叉子孔直徑尺寸,達(dá)到軸承外(wài)徑與節叉內(nèi)孔過盈配合、十字軸與壓入後的(de)軸承過渡(dù)配合狀態,使十字軸和軸承內複圓之間能在保持較小的徑向間(jiān)隙的同時轉動靈活(huó),可滿足角間隙≤0.15度的(de)要求。同時由於轉向萬向節在使用中承受力矩較小,故使用鐵皮軸承萬向節(jiē)也能滿(mǎn)足產品使用中的(de)其它性能要(yào)求。另外,鐵皮(pí)軸承節省材料(liào),加工工藝簡單,具有較好的實用推(tuī)廣性。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








