
0引言
近年來(lái),我國機床製造業已經逐漸打破國外企業在汽車(chē)製造領域的壟斷,如沈陽機床的數控產品已經多次配套於該領域,上海汽車榮威發動(dòng)機的缸體缸蓋自動化生產線就使用了沈(shěn)陽(yáng)機床的(de)加工中心產品。但項目多限於粗加工及半精加工領域,如要在精加工領域有所突破,不僅(jǐn)要提高機床本身的(de)製造精度及穩(wěn)定性,更要熟悉汽車製造領域的關鍵加工技術。
發動機缸體缸(gāng)孔、止口孔與缸體三軸孔的精加工難度較大,這(zhè)些關鍵工序要求精度偏高,一般的柴油機(jī)的缸體缸孔的精度可(kě)以達到IT6,主軸孔與缸孔的垂直度為0.0015mm~0.02mm,缸(gāng)孔的圓(yuán)柱(zhù)度範圍(wéi)為(wéi)0.006mm~0.008mm。轎車發動機多為(wéi)汽(qì)油機,其缸體缸孔的加工精度要求則更(gèng)高,對穩定性的要求也更高(gāo),目前我國大多數(shù)的汽車製造企業均是從國外進口數控機床或者專用的精密機床,用來滿足這些高精加工的要求。
1發(fā)動機止(zhǐ)口與缸體缸孔加工技術的(de)發展現狀分析
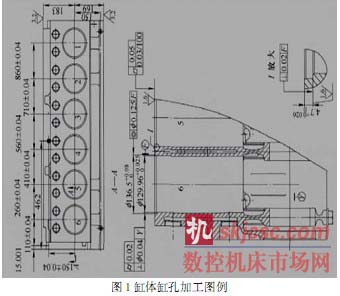
缸(gāng)體是發動機的關鍵部件,而發動機(jī)作為汽車心髒(zāng),在影響汽車性能的(de)各項因(yīn)素中(zhōng)占有重(chóng)要的(de)地(dì)位。缸體缸孔加工如(rú)圖(tú)1所(suǒ)示,其發動(dòng)機缸體缸孔(kǒng)深度的(de)誤差範圍處於0.02mm~0.03mm,這一區間範圍在加工中很難保證。目前,國內機床製造企業僅僅可提(tí)供進行半精加工的精鏜式機床。高剛度精密鏜杆技術、精密鏜頭技術、測檢技術、高速高精切削穩定(dìng)性、刀(dāo)具補(bǔ)償技術、參(cān)數優化技(jì)術、數控驅動技術(shù)與(yǔ)機床的高剛(gāng)度(dù)輕(qīng)量化技術等均是滿足(zú)精加工(gōng)要求的關鍵技術。
精鏜頭是在加工缸體缸孔(kǒng)與止口時最重要的部件。因為缸孔止(zhǐ)口在深度尺寸上精度高,所以在鏜頭的(de)設計中(zhōng),加入了軸向定位係統,使鏜頭具有軸向浮動的功能。因汽油汽車發動機缸體一般為4、6缸或者以上,從體現組合機床的高效特性為出發點,一般的機床(chuáng)上均設有(yǒu)兩個或者兩個以上的主軸,即在同一滑台上,需安裝兩個或者兩個以上的(de)鏜頭,這些鏜頭的進給由同一滑台來(lái)驅動。所以,常規通(tōng)用鏜(táng)頭不能保證缸孔止口深度(dù)一致。為了解決該難題,對鏜頭就需要采用浮動的主軸,並且需(xū)要在(zài)主軸的前端處配置安(ān)裝擋鐵。這裏,刀尖與擋鐵的尺寸調整極易操作,加工過程中,當擋鐵頂到了(le)缸體(tǐ)的頂麵時,用來鏜止口的刀剛好可達到要求(qiú)的加工深度,若滑台繼(jì)續進給,鏜頭相對滑台與(yǔ)主軸同步地微量進給,而(ér)主軸停止(zhǐ)不動,直至另一鏜頭的主軸前端接觸到擋鐵缸體,滑台停止進給。所有鏜頭加工的止(zhǐ)口的深度達到一致。此種結構鏜頭製造工(gōng)藝(yì)複雜,采用進口(kǒu)軸承可滿足探頭旋轉精度與剛度的高要求,而對(duì)彈簧的(de)選(xuǎn)配、主軸(zhóu)與鏜頭軸(zhóu)承、箱體孔的配合也均有非常嚴格的要求。
由於在這類機床中,精(jīng)鏜頭是其關鍵部件,對於驅動部件的運動精度要求也(yě)更高,所以以此為依據(jù)提高機床(chuáng)的相關設計理(lǐ)念,是滿足缸孔精加(jiā)工要求的關鍵。一般情(qíng)況下,機床采用單導軌、兩矩形導軌的雙側導向或者是兩導軌的(de)外側導向滑台,而采用(yòng)三(sān)導軌數控(kòng)機械滑台的驅動方式則更利於缸孔精加工。三導軌滑台是單導軌導向的鑲鋼導軌,且其處在(zài)滑台接受軸向力的中間位置,其受力情(qíng)況良(liáng)好,且力矩較小,剛度(dù)較高,受(shòu)熱時變形(xíng)小(xiǎo),導向(xiàng)約束(shù)穩定(dìng),動態性能良(liáng)好。同時,采用伺服電動機同(tóng)步齒輪驅動精密(mì)滾珠絲杠,確保了滑台進給的高精度性。
此外缸孔與止口精度的高低,直接影響到發動機的(de)性能。所以,在缸孔的精加工中,刀杆一(yī)般(bān)采用國外的先進設(shè)計技術,采用自動(dòng)補(bǔ)償鏜(táng)杆技術,保證加工孔係的高精度要求(qiú)。
2發動機缸體的曲軸孔與(yǔ)凸輪軸(zhóu)孔加工技術
凸輪軸孔與曲軸孔的加工是(shì)發動機缸體加工的另一道重要工序,目前,我國機(jī)床製(zhì)造企業所研製的(de)數(shù)控(kòng)專用機床與三軸孔加工機床,盡管在加工精度上可以達到同類產品的先進水平,但(dàn)是相比於國外,仍存在著相當的差距。不管是在三軸(zhóu)孔的加工上還(hái)是缸體缸孔加工上,國外均已經采用了加工中心的柔性敏(mǐn)捷自動線來(lái)進行(háng),使得機床的柔性化獲得大幅的提高,且包括對整個缸(gāng)體的加工,並采取了機械手自動滾道進行輸送,實現了真正的高(gāo)精、高效、高速的生產製造模式,對中小批量生產的適應性較高,尤其適合多品種的加工生產過程。近年來,一些機(jī)床企(qǐ)業(yè)擁有了(le)一定的柔性線,汽車生產廠(chǎng)提供缸體的加工(gōng)柔性自動線,並采用桁架機械手輸送方式。但是,對於缸(gāng)體關鍵工序的加工(gōng),例(lì)如缸體缸孔與三軸孔等的加工,仍舊采用(yòng)了專用(yòng)的數(shù)控機床來加工來完成。
3結論
目前,刀具補償、輕量化、切削參數優化、在線檢測、高速驅動、可靠性、人工智能(néng)、傳感器(qì)以及(jí)專(zhuān)家係統等技術在我國(guó)已獲得成功的(de)應用。但是,對缸體與(yǔ)缸蓋所有的工(gōng)序加工均采用柔性(xìng)的自動線進行生產仍處(chù)在開發階段。近期,我國加強了對裝備製造(zào)業的扶持政策,汽車發動機關鍵零件的高精度柔性、高(gāo)效率的自(zì)動線創新技術也(yě)引起了(le)業內的廣泛關注。相(xiàng)信我國的柔性自動線技術(shù)將(jiāng)在不遠的將來達到(dào)國際先進水平。
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com






")

