
加工中心的換刀(dāo)方(fāng)式,一般可以分為有機械手換刀和無機械手換刀。有機械手換刀方式的刀(dāo)庫,一般為鏈式;無機械手換刀方式的刀庫,一(yī)般為(wéi)盤式。無機械手換刀方(fāng)式,一般適用於立式加工中心,原因是它運動(dòng)集中,運動部件少。但受立(lì)式加工中心機床尺寸大小的限製,刀庫鼓輪盤尺寸一般不宜太大,即刀庫的容(róng)量不能太大。鬥笠式刀(dāo)庫,顧名思義,形狀(zhuàng)像鬥(dòu)笠,結構上為盤式刀庫,換刀(dāo)方式屬(shǔ)於無機械手換刀係統,它由(yóu)刀庫橫移裝(zhuāng)置、刀庫分(fèn)度選刀裝置以及主軸上的刀具自動裝卸機構組成[1]。
鬥笠式刀庫換刀時,第一步,是刀(dāo)庫橫(héng)移裝置移動到主軸箱(xiāng)可以達到的位置;第二(èr)步,是刀庫分度裝置進行選刀,它通過精準的(de)分度、定(dìng)位,把下個工(gōng)序所需的(de)刀具(jù)送到指定位置;第三步,是(shì)主(zhǔ)軸上(shàng)的自動裝卸機構準確取刀、送刀。所以(yǐ)橫移裝置和分度(dù)裝置,是鬥笠式刀庫的重要組成部件。
1 鬥笠式刀庫裝置的設計
1.1 刀庫橫移裝置的設計
刀庫的橫移裝置,是在進行換刀的(de)整個過程(chéng)中,刀庫從遠離主(zhǔ)軸的位置直線(xiàn)移(yí)動到主軸軸線位(wèi)置,以實現換刀。該機構運動的動力部件是刀(dāo)庫(kù)電動機,電機軸實現旋轉運動,使刀庫實現直線移動。本文闡述了一種利用正(zhèng)弦機構運動原理的換刀橫移機構,可讓(ràng)電機軸的旋(xuán)轉運動(dòng)順利地轉化為可控的刀庫直線運動。
鬥笠(lì)式刀庫橫移(yí)裝置,由兩(liǎng)根圓柱導軌(滑杆)支撐,每根圓柱導軌由兩(liǎng)個支架固(gù)定在連接板上(shàng),連接板固定在機床立柱上,實現刀庫與機(jī)床立柱的連接。整個刀庫可以在兩(liǎng)根圓柱導軌上滑動(dòng),實現(xiàn)刀庫(kù)前後運動(dòng),以(yǐ)完成抓刀和返回動作。而刀庫前後運動的原動力是由電機通過撥杆和滑塊實現的(如圖1)。
當加工中心進行零件加工的時候,刀庫遠離(lí)主軸,停留(liú)在最左邊極限(xiàn)位置1,即刀庫(kù)處(chù)於原位。收到換刀指令(lìng)後,電機通過電機軸逆時針方向旋轉(zhuǎn),帶動撥杆轉動(撥(bō)杆上帶有滑
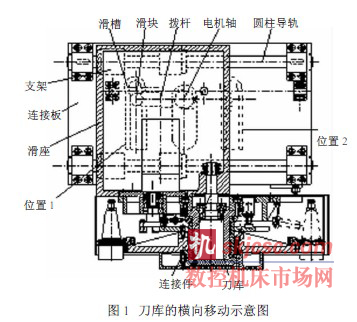
塊),滑塊與撥杆聯接,跟隨撥杆回(huí)繞電機軸旋轉,滑座上開有滑槽,滑(huá)塊在滑槽中上下(xià)移動,帶動滑座(zuò)(即刀庫)向右移動,從而使(shǐ)刀庫運動到右極限位置2,到(dào)達換刀位置,等待取刀及放刀電機軸順時針方向旋轉時,使刀(dāo)庫返回(huí)。
1.2 刀庫分度裝置的設計
本文設計(jì)的鬥笠式刀庫的分度裝置,使用的是經典的槽輪機構(即馬氏機構),它具有結構簡單、外形尺寸小、機械效率(lǜ)高(gāo),以(yǐ)及能較平穩(wěn)地、間(jiān)歇(xiē)地進行轉位等優點。但槽數的多(duō)少,直接影響到機構(gòu)的柔性衝擊和(hé)準確定位。本節闡述了槽數與機構平穩性的(de)關係。
鬥笠式刀庫的(de)分度裝置,由刀庫鼓輪(lún)、分度盤、定位法蘭、圓柱(zhù)滾子等零部件組成,分度裝置的電機輸出軸軸線與定位法(fǎ)蘭、分度盤、刀庫鼓輪盤的回(huí)轉(zhuǎn)軸線平行。刀庫(kù)選刀時,首先由刀庫回轉電機得到(dào)旋轉指令,輸(shū)入軸通過(guò)聯軸器帶動(dòng)定位法蘭旋轉(zhuǎn),從而使在定位法蘭上的圓柱滾子廻繞法蘭中心轉動;當圓(yuán)柱滾子轉動一(yī)定角度,進入分度盤的分度槽中,撥動分度盤(pán)開始作轉位運動;當分度盤轉過一定的角度後,圓柱滾子從分度槽中脫出,刀庫(kù)鼓輪盤(分度盤通過螺釘與刀庫鼓輪連在一起轉動,見圖2)即靜止不動,並由定位法蘭的鎖止半軸定位(wèi)。
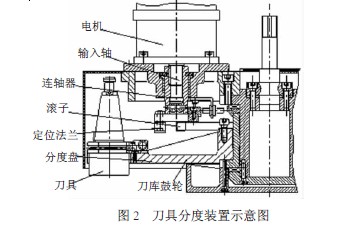
定位法蘭每回轉一圈(quān),就驅動分度盤轉過一個槽。電機是連(lián)續勻速運動的,從而帶動定位法蘭與圓柱滾子連續勻速轉動。但圓柱滾子是間(jiān)斷性的轉入分度槽的,從而使刀庫輪轂得到(dào)周期性間歇運動,起到了刀(dāo)庫的分度作用(如(rú)圖2)。分度盤與刀庫鼓輪同軸(zhóu),分度盤的分度(dù)槽(cáo)數與刀庫鼓輪上的刀數一致。定位法蘭不斷回轉,分度盤就不停地進行分度,刀(dāo)庫鼓輪就不斷重複上述的運動循環,從而將下一個工序所需刀具的刀位轉(zhuǎn)到換刀位(wèi)置上,以便讓主軸(zhóu)進行換刀,實現刀庫的自動換刀。
2 刀庫的運動分析
2.1 橫移裝置運動分析(xī)
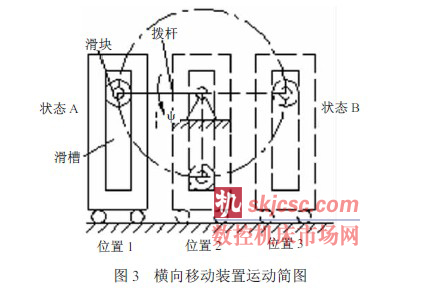
刀(dāo)庫需要一個橫向的(de)直線運動來滿足換刀要求,而驅動電機輸(shū)出的是旋轉運動,利用該機構,根據運動的合成與分解原(yuán)理,可(kě)以將電機輸出的旋轉運動分解為水平、垂直兩個(gè)方向的直線位移,利用滑塊在滑槽中的運動,消除掉刀庫垂直方向的位移,實現刀庫所需的水平方向的直線(xiàn)運動。整個機構的運動過(guò)程為:撥杆(主動件)的動力,來源於中心(xīn)的驅動電動機,滑塊是從動件。撥杆由電動機控製從狀態A運動(dòng)到狀態B,再從狀態(tài)B 返回到狀態A,作往複的1/2 圓(yuán)周運動。滑塊由位置1 運動到(dào)位置2,再運動到位(wèi)置3,再(zài)由位置3 返回到位(wèi)置1,作往複的直線運動(見圖3)。在這個過程中,該機構很好的將電動機提供的圓周運動,轉化成了滑塊的上下往複直(zhí)線運動和滑座(zuò)的水平往複(fù)直線運動,從而保證刀庫準確可靠的換刀與複位[2.~3]。
2.2 分度裝置運(yùn)動分析
刀庫在換刀前,首先需要選刀(dāo)。選刀的過程,就(jiù)是使刀庫鼓輪(lún)滿足一個周向間歇運動,也就(jiù)是分度盤在分度過程中(zhōng),轉位開始與轉位結束位置上的瞬時(shí)角(jiǎo)速度ω2 = 0。在圖4 中得出,為了使圓柱滾子能順利進入和脫出分度盤上的徑向槽(cáo),在槽口的瞬時位置時,必須使轉臂中心(xīn)線O1O3與分度槽的中心線O3O2 相垂直(zhí),即∠O1O3O2 = 90°。假設: O1O2= a,O1O3= R1,O2O3= R,圓柱滾子從進入至脫離徑向(xiàng)槽這個過程,定位法(fǎ)蘭的轉角為2φ1(即(jí)∠O2O1O3 = φ1),分度盤的轉角為2φ2 (即∠010203=φ2,2φ2=2π/z),則(zé)在(zài)直角三角(jiǎo)形O1O2O3中,根據正切函數,得
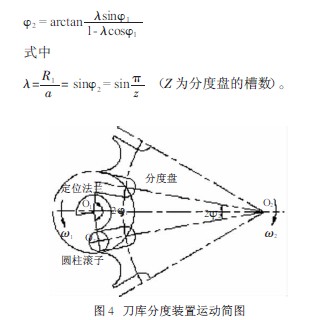
分度機構在轉位過程中,定位法蘭以勻角速(sù)度ω1轉動,分度盤以角(jiǎo)速度ω2 反向轉動,分度盤每次分度轉過的角度與槽(cáo)數z 有嚴格的對應關係(2φ2 = 2π / z),分度盤的角速度ω2為φ2 對時間的導數
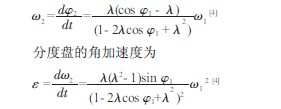
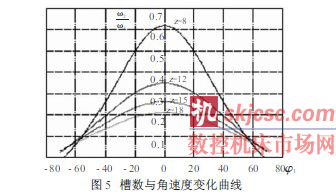
定位法蘭的(de)角速度(dù)ω1為常數,分(fèn)度盤(pán)轉位起(qǐ)、停時,分度盤的角速度ω 2 和分度盤的角加速度ε 為槽數和定位法蘭撥盤轉角φ1 的函數(shù),當撥盤勻速轉動(dòng)時,隨著分度盤槽數Z 的增加,運(yùn)動趨於平緩(如圖5)。當圓柱滾子開始進入和即將退出分度槽時,角加(jiā)速(sù)度有突變(如圖6 所示),且突變的大(dà)小是隨著分度槽數(shù)Z 的增加而減少。這說明刀庫在(zài)開始選刀和選刀(dāo)結束時,會產生震動和衝擊,但分度槽數越多,刀庫(kù)轉位過(guò)程越平穩,產(chǎn)生的震動和衝擊越小(xiǎo)。從角速度、角加速(sù)度變化的曲線圖得出:槽數Z 達到12(亦即刀(dāo)庫的刀數為12)以上時(shí),分度裝置分度過程就(jiù)比(bǐ)較平穩。換句話說,此時鬥笠式刀庫在選刀過程中,產生的震動和衝擊已經很小,分度盤角速度(dù)變化不大,刀庫運動趨(qū)於平穩。
3 橫向移動裝置的(de)速度分析
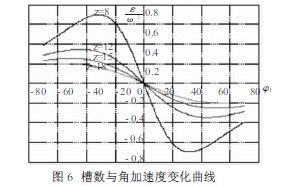
刀(dāo)庫換刀時,需要(yào)的運動為水平移動。在該機構中,水(shuǐ)平(píng)方向(xiàng)和豎直方向的位移,都隨著轉角(jiǎo)的變化而變化,而且變化不是均勻的。
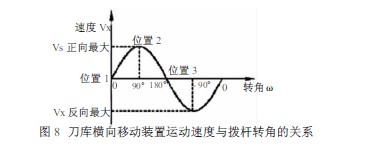
圖7 表明:起始(shǐ)點處(chù)為刀(dāo)庫在最左邊(位置1),撥杆在水平(píng)位(wèi)置,這個位置為刀具運(yùn)動的起始位(wèi)置,所以此時轉角為0,刀庫橫向移動速度也為0。當電機接到轉動指令後,轉動(dòng)90°,撥杆擺動90°,撥杆到達豎直位(wèi)置,此時(shí)刀庫運動到了位移(yí)的中點處(位置2),刀庫橫向移(yí)動速度(dù)從0 到最大。撥杆繼續轉過90°後,撥杆再次到達水平位置,刀庫到達最右(yòu)邊(biān)(位(wèi)置3),刀庫橫向移動速(sù)度(dù)又從最(zuì)大到0,恰好使刀庫(kù)運動到換刀位置。當刀庫換好刀(dāo),電(diàn)機接到反向轉(zhuǎn)動(dòng)指令後(hòu),反轉動180°,撥杆反向擺動(dòng)半圈,刀庫運動到初始位置,整個換刀過程結束。
假定電機轉動角(jiǎo)速(sù)度為ω,撥杆長度為L,撥杆與刀庫橫向移動裝置(水平滑軌)ω 之間的夾角為θ,刀庫橫向移動的速度為VX,則(zé)
VX = L×ω×sinθ
當θ = 0°時,此時撥杆在左極限位置也就是水平位置,對應刀庫也在起始位置(zhì), VX= 0。
當θ = 90°時,此時撥杆在豎直位置,對應(yīng)刀庫在中間位置,VX = L×ω,為最大速度。
當θ =180°時,此時撥杆在右極限位置也是水平位置,對應刀庫也在換刀(dāo)位置,VX = 0。
由此可見,刀庫的運動不是勻速的。換(huàn)刀結束後,撥杆反向旋(xuán)轉,反向速度也是先增大然後減小,直至起始位置時速(sù)度為0。
由運動速度(dù)的分解可知,在整個過程中,刀庫橫移(yí)裝置的速度變化呈現出正弦曲線的(de)規律,符合正(zhèng)弦機(jī)構運動原理,因此,這種機構為正弦機構。
4 結束(shù)語
(1)應用正弦機構原理設計的鬥笠式刀庫在換刀過程中(zhōng),采用電機驅動後,刀庫橫(héng)向移動裝置運動速度由0 到最大,之後再(zài)減小至0,減小了刀庫運動的衝擊,從而保證了刀庫運動的平穩性(xìng),保證刀庫準確定位,為準確快速換刀提供了保證。同理(lǐ),換完(wán)刀之(zhī)後,使刀庫能平(píng)穩運動回到起點,有利於刀庫位置的準確控製(zhì)。換刀(dāo)時間(jiān)由電(diàn)機旋轉(zhuǎn)速(sù)度控製,且無論旋轉速度如何,都能保(bǎo)證在刀庫移動的兩端的速度為(wéi)0,即保證刀庫的(de)平穩性和換刀的(de)可靠性。該裝置(zhì)機構簡單,可靠(kào)性高,成本低廉,適用於立(lì)式加工中心的刀庫換刀機構。
(2)加工中心刀庫中容刀量的多少,決定了該加工中心的加工工藝(yì)範圍。為保證加工中心能夠適應並滿足不同(tóng)零件的(de)多樣性和加工工序複雜性的要求,刀庫必須具有(yǒu)一定的容刀量(liàng)。刀庫容刀量越大,加工中心的適應性越好(hǎo)。但刀庫容量(liàng)越大,刀庫尺寸就越大,所占空間就越大,而(ér)容量小又不平穩。綜上所(suǒ)述,一般(bān)應用在立式加工中心上的鬥笠式刀庫(kù),建議采用刀庫容刀量在15~20 把刀的範圍內。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

