
1 3D 打(dǎ)印技術綜述(shù)
1.1 3D 打印技術的定義和現狀
傳(chuán)統的產(chǎn)品製造,多是采用模具將原料成型為毛坯,而後采用機加工等方法去除多餘材料,成型為要(yào)求尺寸(cùn)的部件,可稱為“減材製造法”。而3D 打印製造技術(shù)與之相反,是通過材料的逐層添加製造出三維物體,定(dìng)義為“增材(cái)製(zhì)造”法。3D 打印(yìn)技術具有節材、高效、設計自由化等優勢,在歐美已(yǐ)經有(yǒu)20 多年的發展(zhǎn)曆史,現已經深度介入工業製造領域。目前,世界的(de)3D 打印機可概括為兩大家族:
1)熔融(róng)沉積(jī)(FDM)型打印機
這類打印機通過某種注射器或打印頭注射、噴灑或擠壓液體、膠狀物或粉末狀原材料,是在80 年代發(fā)明的。該類打(dǎ)印機是(shì)目前(qián)家庭用和工業台麵式打印機的主要類型,可打印食(shí)品、塑料和生(shēng)物製品。
Polyjet 打印機是該類打印機的代表,該技術(shù)將液態光敏聚合物噴射為很薄的(de)層,再通過UV(紫外線)光將其固化。關鍵是噴(pēn)射的液滴可快速、精確地形成16 μm 的(de)薄層,這個精度(dù)就可以完成高分(fèn)辨率形(xíng)狀和高精度尺寸的工業和醫學應用了,再通過(guò)多(duō)個(gè)打印頭,打印不同的材料(liào)和提高打印速度,所以具備(bèi)了競爭性(xìng)的(de)市場化(huà)技術條(tiáo)件。
激光工程化(huà)淨(jìng)成型(LENS),是工業化3D 最具影響的傑作,可將硬(yìng)金屬材(cái)料製造成複雜的物體。製(zhì)造過程是將材料粉末吹入精心引導的高功(gōng)率激光束,錯過激光束的(de)粉(fěn)末會落在一邊,遇到激光焦點的(de)粉末會立即融化並融合到增長部分的表麵,因此當激光焦點掃描過打(dǎ)印對象的(de)輪廓(kuò),打印頭吹出更多(duō)的粉末時,部件(jiàn)就會一層一層地逐漸增長。這種工藝的優點是用硬質(zhì)材料(例(lì)如鈦和不鏽鋼)製(zhì)造物(wù)體,並可用多個打印頭同時向激光束吹粉末,使用多種基礎金屬按照比(bǐ)例(lì)打印出(chū)“合(hé)金”,該比例可(kě)以根據打印頭的位置調整,生成各種(zhǒng)級別的合金(jīn)。這種“金屬打印”發明之前,由於3D 打印隻能使用塑料(liào)(聚合物)材料,因此3D 打印並沒有被大型產(chǎn)業所重視,而目(mù)前LENS 打印技術已被稱為航空航天、汽車、生物醫學(xué)等大型產業追捧的焦點。
分層實體製造(LOM),不是用打印頭生(shēng)成層,而是將材料薄片通過刀具或激光束按照實體外形的輪(lún)廓從紙、塑料或金屬的材(cái)料薄片中切出並疊加堆積(jī)在一起並(bìng)使其融合為一個三維(wéi)實體。
2)黏合、粘接式打印機
使用選擇性黏合工藝,將原材料層層固化成型,許多早期的商(shāng)用機就是使用這種方法,如立體光刻(SL)和激光燒結(LS).
立體(tǐ)光刻(SL)利用了光敏聚合物(wù)(特種塑(sù)料)遇上紫外線(UV)會硬化的原理,將液態的聚合物放在打(dǎ)印機內(nèi),並用激光束在其表麵按打印(yìn)輪廓進行掃(sǎo)描固化,每次激光掃(sǎo)描之後,移(yí)動台麵將已打印(yìn)的部分(fèn)下沉一微小距離,新的液態光敏聚合物會覆(fù)蓋其頂麵,逐層打印出實體。打印實體(tǐ)有的需要進一步放入紫(zǐ)外線(xiàn)”微波爐“中進行固化(huà)。SL 打印機的優勢在於激光作業快、精確,多束激光可並行工作,分辨率高,層厚可達10 μm,比一張紙還薄,可生產出(chū)精密的工業(yè)級模型和零部(bù)件。隨著(zhe)光敏聚合物材(cái)料的開發及應用推廣,SL 打印機可生產出具有特殊材料特性的物體。
激光燒結(LS)是使用(yòng)粉末代替液體,以高功率激光束(shù)在粉床表麵(miàn)掃描,激(jī)光照射到的粉末融合,而後(hòu)將粉床降(jiàng)低一個層(céng)厚再加上一層粉末,未燒結的粉末(mò)可以(yǐ)回收再利用。由於大多數的原材料都可以製成粉末形式,如尼龍、鋼、青銅和鈦(tài),因此粉末材料應用範圍更廣。
三維打(dǎ)印(3DP)是通過打印頭將黏結劑或(huò)某(mǒu)種膠加入到粉末中,更類似於噴墨打印機,代替紙的是粉末(如ExOne 公司打印機用的砂子),而墨水是黏結劑(jì)。該設備不用激光和有毒材料,因此更加具有商業競爭性。3DP 打(dǎ)印還可以噴入不同顏色的黏結劑和色料,實現(xiàn)彩色打印,打印出類似岩石的紋理。該種打印機應用(yòng)的材料非常廣泛,砂子(zǐ)、陶土、玻璃、骨骼、青銅等各類金屬(shǔ),打印後可通過繼續燒結(jié)提(tí)高強度,在鑄造、建築、藝術品(pǐn)、醫學、機(jī)械部件等有不可估量的前景。
目前,3D 打印技(jì)術在各個行業領域應用廣泛,從公(gōng)開報道中已知3D 打印可生產出的(de)物體有:設計模型;汽車、航空航天、機器部件;生物上的活細胞、活性軟骨、心(xīn)髒隔膜;骨骼(gé)、牙、耳朵;家用器具和玩(wán)具;藝術品;食品(pǐn);砂型和砂芯(xīn);建(jiàn)築物等(děng)等。
1.2 3D 打印技術的未來意義
3D 打印技術與機器人、互聯網一起被稱為第三次工業革命的(de)主要標誌,帶有五大“革命(mìng)”特征(zhēng):
1)能源生產和使用的革命(mìng):節能(néng)和再生性能源的發現及互聯網實現的消費網絡化(huà)。
2)生產方式的變革:以互聯網為支(zhī)撐的智能化大規模定製方式替代(dài)大規模標準(zhǔn)化的方式,個性化消費時(shí)代的到來。
3)製造模(mó)式的變革(gé):製造(zào)業主流的(de)製造(zào)模式從消減式轉變成為(wéi)疊加式,就是3D 的增量打印。
4)生(shēng)產組織方式的變革:分散生產、就地銷售,網(wǎng)絡化組織生產社會化。
5)生活方式的變革:消(xiāo)費的同時就是生產。要(yào)什麽就生產什麽,即刻(kè)實現是(shì)3D 打印。世界(jiè)對3D 打印遠景的到來充滿了期待,正如《3D 打印———從想象到現實》一書中所寫:“一場產(chǎn)品製造的革命(mìng)、設計的革命、材料的革命、生(shēng)物的革命、知識產權的革(gé)命將(jiāng)由3D 打印引爆。我們進(jìn)入“機(jī)器製造機器”的時代已(yǐ)經不遠了。”
3D 打印一夜之間變成全球的熱門話題,升溫的速度如此之快是在中國已往所沒有的,這(zhè)說明政府、國人和一些專業人士對新技術的渴望和麵(miàn)對全(quán)球競爭的警惕性在提高(gāo),3D 打印是我國麵臨的(de)全新機遇和挑戰。3D 打印出現(xiàn)在美國總統的政府(fǔ)報告中,歐洲也在布局所謂的第四次工業革命,實際反映的是世界(jiè)競爭的格局在變化,歐美借助技術上的優勢在與發達國(guó)家提出新的(de)挑戰方式。我們的低價勞動力的優勢就要消失,之後我們拿什麽與其爭,我們第二次工業革命應該完成(chéng)的使命(mìng)還(hái)沒有完(wán)成,馬上進入第三次、第四次(cì)工(gōng)業革命,因此挑(tiāo)戰與機遇並存不是空話,沒有選擇,隻有迎頭趕上,才會置身世界前列。3D 打印的過(guò)程需要突(tū)破三關,即控製三篇章,控製物體的形狀、控製物質的構成和控製的行(háng)為。三個技術(shù)的結合,就可以達到物體的精度和性能,就可實現大麵積的工業化,因(yīn)此,從技術(shù)層麵上說未來是光(guāng)明的。
2 3D 打印在鑄造中的應用
目前,已有部分工業級3D 打印機應用於鑄造生產服務,主要用於鑄件(jiàn)的快速原(yuán)型、翻製模具(jù)、打印模殼、砂芯(xīn)等。例如(rú)國內的(de)武漢濱湖機電、北京隆源公司等采用(yòng)激光燒結3D 打印應(yīng)用於熱芯盒工(gōng)藝。國外如德國ExOne 公司開(kāi)發了專門用於鑄造砂型芯(xīn)打印的3DP 打印機(如圖1 所示),實現無模具(jù)鑄造或數字化鑄(zhù)造,目前可最大打印1 800 mm×1 000 mm×700 mm 尺(chǐ)寸的(de)整體砂型或芯,該技術設備已由我國寧夏共享集團公司引進,用於(yú)開發生產。
下麵重點介紹Ex-One 公司3D 砂芯打印機原理特(tè)點(diǎn)。
1) 打印砂芯方法(fǎ)工藝
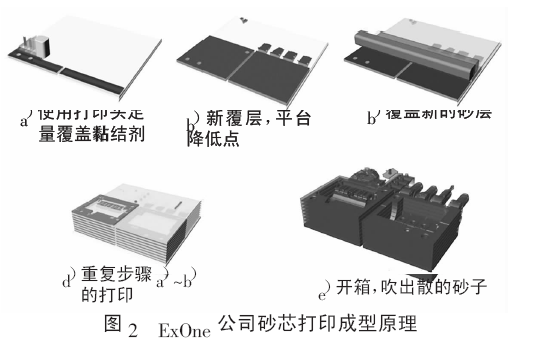
打印砂芯的方(fāng)法可簡述為:據鑄造工藝設計砂(shā)芯結構(三維建模(mó))→將(jiāng)模型文件(STL 格式)導(dǎo)入打印設備進行處理→準備打印(yìn)原料,設置打印參數→自(zì)動打印成型→吸除未用鬆砂,取型(xíng)芯清理(lǐ)→澆(jiāo)注生產。
打印時(shí),先在工(gōng)作箱(xiāng)平鋪一層(céng)砂(已(yǐ)混合固化劑),而後打印頭選擇性噴射化學(xué)黏結劑(jì),並逐層(céng)交(jiāo)替,最後自硬成型,如圖2 所示。
2)3D 打印砂(shā)芯的特點
無需模具,可製作複雜的砂型/ 砂芯,尤其是模(mó)具難(nán)以成型的型芯(xīn)。實現複雜砂(shā)芯的一(yī)體成型,提高造型精度。
打印砂芯尺寸大,精度高,速度快,成本低。目前現有的其他(tā)可打印砂型設備多采用了激光燒(shāo)結方式,可打印產品尺寸不足500mm×500mm×500mm,成(chéng)型(xíng)速率(lǜ)每小(xiǎo)時僅為幾升。ExOne 公司砂芯打(dǎ)印機打(dǎ)印精度達到0.3 mm,工作箱尺寸為1 800 mm×1 000 mm×700 mm,為目前行業最大,每小時可成型108 L 砂,原料主要(yào)是常規石英砂、固化劑及黏接劑,成本相對較低。
打印砂(shā)型芯為(wéi)常溫固化成型,無收縮變(biàn)形,無(wú)需後續加工(gōng)可直接使用(yòng)。
可打印呋喃樹脂、酚醛樹脂(zhī)、無機樹脂等,用於鋁、鎂(měi)、鐵、鋼(gāng)等(děng)多種有色金黑色金屬鑄(zhù)造,適用(yòng)於汽車,航空,泵業,大型發動機和機械行業(yè)的砂(shā)型鑄造(zào)。
與傳統製芯方式(shì)相比,該(gāi)設備自動化控製工作(zuò),勞動強度低,噪音、粉塵汙染小,剩餘原料可回收再利用。
最佳性價比,可節約一半左右的生產成本和周期。
3)3D 打印砂芯的應用
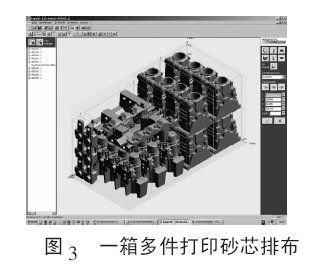
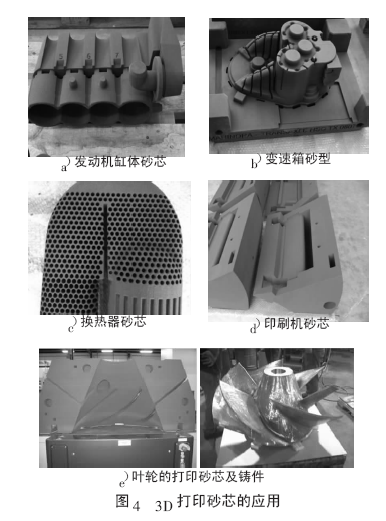
3D 打印砂芯是鑄件產品開發的最佳手段,是快速交(jiāo)貨的最佳保證,也是特定小批量生產的最佳(jiā)經濟方(fāng)式(圖(tú)3 為一箱多件的排布)。目(mù)前,ExOne 公司(sī)的3D 打印砂芯已應用於航空航天、汽車、泵和液壓、科研開發、鑄造廠及相關服務業等(děng)多個領域。部分典型打印砂芯的應(yīng)用見圖4.
3 3D 打印與未來鑄造發(fā)展
隨著技術進步,生產、生(shēng)活方式的改變(biàn),鑄造業也必須考慮可持續化發展。未來的鑄造發展,從產品需求上呈(chéng)現“品種多樣性、現結(jié)構複雜化、更(gèng)新換代快”等特點,從鑄造(zào)生產上要求優質可靠、高效智(zhì)能、綠色低碳,這就要求鑄(zhù)造業保持先進的工藝及手段,3D 打印將在各種新型鑄造工藝中大(dà)有可為,開辟新(xīn)的(de)製造途徑。
以汽車發動機缸體鑄造為例,其發展趨向(xiàng)是輸出動力和排放環保的(de)條件下(xià)整(zhěng)體重量(liàng)輕量化,因此鋁合金和薄壁蠕鐵是未來發(fā)動機缸體的優(yōu)選。有(yǒu)兩種工藝值得關注(zhù),也(yě)是3D 打印的用武之(zhī)地。
1)組芯工藝替代黏土砂工藝
組(zǔ)芯工藝(yì)(COREPAK),是直接用射芯(xīn)機(jī)製造出的芯子(zǐ)組合(hé)成芯包或輔助自硬砂工藝造出外型(xíng)與芯子組合成完整(zhěng)的砂包或(huò)砂型,如圖5 示意。
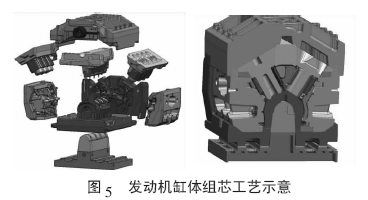
組芯工藝於1986 年在(zài)英國Crosworth 成線,鑄造跑車的(de)鋁合(hé)金V6 缸體(tǐ),到2011 年鑄造出蠕鐵的發動(dòng)機缸體。尼馬克在德國Dellingen 有個全(quán)球最大的鋁鑄造廠,用組(zǔ)芯工藝生(shēng)產發動機的缸體和缸蓋,年產量缸體(tǐ)在(zài)300 萬件以上,在美國的通用,南京的馬自達鑄(zhù)造廠也在用(yòng)組芯工藝生產鋁缸體;重慶機電在重慶建設全球最大的組芯工藝生產(chǎn)線,鑄造開(kāi)車鑄鐵缸體。
組(zǔ)芯工藝(yì)與潮模砂工藝相比,設備投資可減少30%、材料節省40%、能源節(jiē)省40%、人力節省10%、產品(pǐn)柔性(xìng)提高15%。除此(cǐ)之外,還有重要幾(jǐ)點:
容易實現自動化,如機器人的加入組芯和搬運,容易實(shí)現環保和友好工作(zuò)環境(jìng);
落(luò)砂、除(chú)芯和砂再生集中在一台(tái)流台床內完成(chéng),節能(néng)環保非常突(tū)出;3D 打印製芯(xīn)可以(yǐ)大量結合,經濟性(xìng)完(wán)成小批量(liàng)鑄造生產。
2)低壓(yā)砂型澆注工藝
以上組芯工藝大多采用重力(lì)澆注,如果是複雜的鑄件可以結合低壓澆注,從而克服澆注成型的一些困難,獲得更佳的機械性能(néng),尤其是鋁合金非常容易實現。
一汽鑄造公司有色鑄造廠在2012 年(nián)建設了一條低壓澆注(zhù)的組芯線生產紅(hóng)旗係列的鋁合金(jīn)V6 和I4 缸體(如圖6),芯包組(zǔ)合後直接用機器人抓住到低壓澆(jiāo)注爐上進行澆注,之後放到冷(lěng)卻線上冷卻,可實現4 min 澆注1 型。
不論是組芯還是低壓(yā)澆注,都是迎(yíng)合未來鑄造發展(zhǎn)需求(qiú)而開發的新技術,3D 打印型芯非常適(shì)合(hé)這(zhè)類自動(dòng)化、精準(zhǔn)化、複雜化的鑄造生產,與之結合將會開創更為經(jīng)濟高效的生(shēng)產模式。
從更長遠來看,根據“第三次工業革命”的特征,未來鑄造業也將追隨這個大的技術潮流而變:節能、環保和綠色鑄造;個性化的消費帶來個性化的設計;小批(pī)量和單件生產成(chéng)為主流;社會化生產使小型鑄造廠成為熱點。由此,我們可以設想由3D 打印技術帶來的“個人鑄(zhù)造廠”:一台3D 打印機加上一台電爐,通過網絡雲平台接(jiē)受訂(dìng)單,打(dǎ)印機進行造型製(zhì)芯,電爐熔化澆注,型砂由社會化收集和再生,一個個性化的(de)個人鑄造廠就誕生了! 3D打印將給鑄造業帶來革命性的(de)變革值得期待。

4 結(jié)束語
受研發和消費(fèi)的影響,鑄造件的設計越來越體現消費者的(de)意願、體現設計者(zhě)的創意,正在擺脫傳統鑄造工藝的束縛,產品設計(jì)和研發開始借助3D打印在大企業(yè)的內部完(wán)成,3D 打印技術正在(zài)成為提高高端鑄件產品競爭力的有力保證。
從ExOne 公司的的用戶清單中可以看到(dào),世界各大汽(qì)車企業如寶馬、奔馳、通用、福特已經在用3D打印開發新的鑄造產品,美國和俄羅斯的軍工研發機構也在其中,博(bó)士力士樂已經將3D 打印安裝在鑄(zhù)造廠裏(lǐ),我國的共享新鑄(zhù)造廠已經勾畫(huà)新的組芯工藝(yì)並將3D 打印融(róng)入其中,世(shì)界越來越多的大型公司(sī)已(yǐ)經在鑄件生產中重視3D 打印,引入3D 打印。
但是,我國多數企業還沒有意識到這一點,不具備產品的原始設計和開發(fā)能力,還在(zài)依(yī)靠於西方發達國家,因此(cǐ),及時開展技術創新和技術進步,結(jié)合3D 打印和傳統(tǒng)鑄造,掌握先進的工藝手段是我們鑄造業未雨綢繆的(de)重要舉措,是(shì)實現我(wǒ)國鑄造業轉型升級的重(chóng)要途徑。
機遇總(zǒng)是偏向於有準備之人,讓我們(men)抓住機遇與挑戰,為推(tuī)動我國鑄造業(yè)和相關行業的快速發展而做出貢獻。
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com






金馬(mǎ)")

