
1 引言
鋁合金是重要的工業材料,特別被廣泛用於航空宇航工業,被用於製作飛機、火箭的表麵蒙皮、承力結(jié)構和連接緊固(gù)件。例如2D12 常用於製造搖臂、拉杆,LC9 主要用(yòng)於桁條、蒙皮、接頭,活塞杆等[1]。由於(yú)使用常規方法加工(gōng)零件表麵精度(dù)的提高會導致加工費用和時間的成倍提高,所以(yǐ),我們需要采用新的加工手段以改變這種狀況,超聲波表麵光飾加(jiā)工就是其中一種可行的方法,它可以使(shǐ)回轉體零(líng)件的表麵粗糙度一次性提高(gāo)三級以上,並顯著提高表層(céng)硬(yìng)度,提高表麵的耐磨性及耐腐蝕性能,但由於航空產品(pǐn)所(suǒ)受的環境條件和載荷非常嚴酷,對結構(gòu)的可靠性、安全性(xìng)要求也越來越高,要求安全服(fú)役的疲勞壽命也越來越長,因此我們有必要對鋁合金超聲波加工對材料(liào)疲勞性能和表麵處理(lǐ)性能的影響做一下研究和(hé)分析,以利於這種加工方法的(de)推(tuī)廣和應用(yòng)[2]。
2 超聲波表麵光飾加工的原理
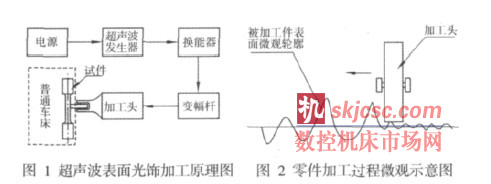
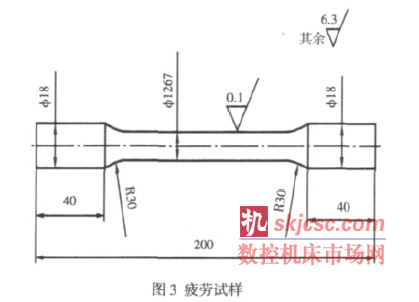
超聲波表麵光飾加工原理圖,如圖1 所示。由超聲波發生器產生超聲振蕩波,經換能器轉換成超聲機械振動,這種超聲機械震動被變幅杆放大振幅(fú),通過加工頭(滾輪狀)與工件接觸,使加工(gōng)頭不斷(duàn)地撞擊加(jiā)工表麵,在加(jiā)工頭(tóu)瞬間正負交替的正壓衝擊波作用下。將被加工零件表麵因刀具產生的微觀(guān)輪廓峰(fēng)頂壓平,如圖2 所示。並(bìng)使(shǐ)表層組織更細(xì)密。因此,超聲波(bō)表麵光飾加工實質上是被加(jiā)工零(líng)件受加工頭高頻機械(xiè)衝擊(jī)和擠壓作用的綜合結果[3-4]。
3 試(shì)驗內容(róng)及考核項目
采用航空工業常用材料LC9 及2D12 為試驗用料,每種(zhǒng)材料各製兩組(zǔ)試料,一組采用常規車工(gōng)拋光(guāng)為最終加工方式,另一組采(cǎi)用超(chāo)聲波表麵光飾加(jiā)工為(wéi)最終加(jiā)工(gōng)方式,要求達到IT7 級的尺寸精度及Ra≤0.1μm 表麵粗糙度[3]。對每種(zhǒng)材料的兩組(zǔ)試料進行以下(xià)方麵的對比試驗:金相(xiàng)組織對比分析,鍍鉻(gè)層對比分析(xī),疲勞性能對比,壽命檢查。
3.1 加工後的試(shì)件(jiàn)材料檢查
3.1.1 裂紋檢查
檢查方式(shì)為熒光檢查,檢查所有被加工試件表麵有無裂紋及其(qí)它缺陷,經檢查,被加工件表(biǎo)麵無裂紋。
3.1.2 表層金相(xiàng)分析
經過對材料相同、加工方式各為常(cháng)規加工和超聲波加工的(de)兩組試樣的加工表麵金相對比,在500 倍顯微鏡下進行發現(xiàn)經超聲波加工的試樣表麵組織較常規加工細密[5]。
3.1.3 耐腐蝕性檢查
經過對(duì)材(cái)料相同、加工方式各為常規加工和超(chāo)聲波加工的兩組的加工表麵用5%稀(xī)鹽酸20℃室溫下進行(háng)耐腐蝕性檢查,在稀鹽酸中浸泡4h,目視檢查發現超聲波加工的試樣表麵腐蝕程度小,證(zhèng)明經過超聲波表麵光飾加(jiā)工的試件有較高的耐腐蝕性。
3.2 試件表麵處理(lǐ)
3.2.1 硬陽極化(對2D12)
對材料為2D12 的兩組試樣進行硬質陽極氧化處理至硬陽極化層厚度為(50~60)μm,化後進行的外觀質量檢查,對試樣各20 件進行100%質量檢查,結果為:(1)兩(liǎng)組試(shì)樣膜層均勻完整,沒有膜層疏鬆、電(diàn)燒傷及過腐蝕現象;(2)膜層硬度均大於250HV。
3.2.2 鍍硬鉻(對LC9)
兩組試樣鍍(dù)後外觀檢查,鍍層無分層、脫落現(xiàn)象,在整個表麵(miàn)上粗糙度可達Ra≤1.6μm,其(qí)中,經超聲波加(jiā)工(gōng)後的試樣表麵粗糙度(dù)可達(dá)Ra≤0.8μm。(1)兩組試樣鍍層厚度均勻。(2)兩(liǎng)組試(shì)樣(yàng)鍍層結合力相近,且符合HB 5041 的規定。
3.3 鍍(化)後加工
材料(liào)為2D12 並進行硬質陽極氧化的兩組試樣在化後(hòu)進行(háng)了表麵拋光加工以使表麵粗糙度達到Ra≤0.1μm 的(de)要求。加工過程中(zhōng)膜層均無(wú)脫落現象。材(cái)料為LC9 並(bìng)進行表(biǎo)麵(miàn)鍍鉻處理的兩組試樣在鍍後進行(háng)外圓磨(mó)削加工,以使表麵粗糙度達到Ra≤0.1μm 的要求。加工過程中鍍層均無脫落、起皮的現象[6]。
3.4 疲勞對(duì)比試驗
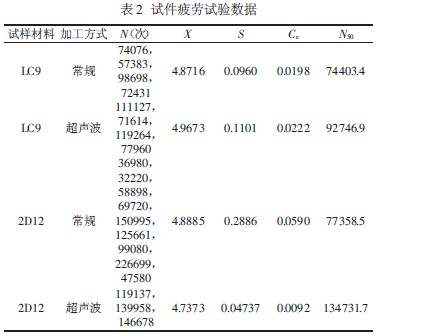
每組試樣各10 件進行同載荷、同頻率下的疲勞壽命對比(bǐ)。試驗條件:(1)試驗機:EHF-EG100KN 型電液司服疲勞試驗機(jī);(2)加載方式:軸向加載;(3)應力比:R=0.1;(4)頻率:10Hz;(5)波形:正弦波;(6)試(shì)驗溫度及環境:在室溫空氣中進行。試樣的外形(xíng)尺寸,如圖3 所示。
在疲勞試驗之前,4 組(zǔ)試樣中各選大於3 件(jiàn)試樣(yàng)進行(háng)靜拉伸試驗,確定抗拉強度δb 值,取其平均值用於確定試驗載荷,抗拉強度δb 試驗結果,如表1 所示。

疲勞試驗采用非對稱循環,取(qǔ)應力比R=0.1,應力水(shuǐ)平取0.65δb(該數據以前兩根試樣(yàng)取0.6δb 時的試驗結果確定),試驗頻率根據所(suǒ)用的疲勞試(shì)驗機選(xuǎn)用(10~15)Hz[7],根據此,材料為LC9的試樣疲(pí)勞試驗(yàn)載荷計算為:
最大載荷:Pmax=0.65δb=0.65×571≈370.7MPa最小載荷:Pmin=0.1 Pmax=0.1×370.7=37.1MPa材料為2D12 的試樣疲勞試驗載荷(hé)計算為:
最大載荷:Pmax=0.65δb=0.65×518.6≈337.6MPa最小載荷:Pmin=0.1 Pmax=0.1×337.6=33.8MPa經過疲勞試驗,得出試件疲勞試驗數據,如表2 所示。
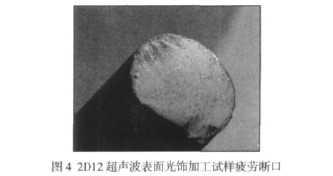
表中(zhōng):X—對數平均值;S—標準(zhǔn)方差;Cv—變異係數;N50—中值壽命。四組疲勞(láo)試驗試樣(yàng)斷口(kǒu)處疲勞源與斷裂(liè)形式大致相同,材料為2D12 並經過超聲波表麵光(guāng)飾加工(gōng)的試(shì)樣斷口圖片,如圖4所示(shì)。
3.5 壽命試驗
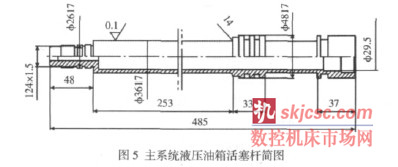
針對LC9,使用某型飛機主係(xì)統液壓(yā)油箱活塞杆(gǎn),該活(huó)塞杆(gǎn)材料為LC9,熱處理至CGS1 狀態,表麵粗糙度Ra≤0.1μm,表麵鍍硬鉻(40~60)mm。活塞杆簡圖(tú),如圖5 所示。試驗內容:經超(chāo)聲(shēng)波表麵(miàn)光飾加工並鍍鉻的活塞杆裝入主係統液壓油箱,在室溫下進行活塞杆往複運動500 次,常溫試驗後進行高溫100±5℃和低溫-45℃下的活塞杆往複運動各3000 次。先進行高溫試驗,後進行低溫(wēn)試(shì)驗,在(zài)進行高溫每1000 次後,進行一次低溫和常溫的氣密性檢查,應(yīng)密封。試驗後分解檢查活塞杆(gǎn)應無損傷、無變形,鍍層無脫落現象[8]。被試件受力狀況:每往複一次,活(huó)塞(sāi)杆在液壓力的作用(yòng)下尺寸Φ36f7處受到F=15300N 和F=365~700N 各一次的交變載荷(hé)。試驗結果:常溫及高低溫(wēn)壽命(mìng)試驗後油箱密封性檢查性能合格,壽命試驗後分解檢查活塞(sāi)杆無損傷,無變形,Φ36f7 表麵鉻層無脫落現象。
4 結論
(1) 超聲波表麵光飾加工是對金屬零件表麵進行無研磨劑的研磨和(hé)微小變形處理,使金屬零件表麵達到(dào)更(gèng)理想的表麵(miàn)粗糙度要求。(2)超聲波表麵光飾(shì)加(jiā)工使表麵產生壓應力,提高(gāo)表麵的顯微硬度、耐磨性(xìng)及耐腐蝕性。(3)經過超聲波表麵(miàn)光飾加工的鋁合金試件表麵(miàn)硬質陽極氧化和鍍鉻(gè)後,鍍(化)層(céng)質(zhì)量不(bú)低於常規加工的試樣。(4)經過超聲波表麵光(guāng)飾加工的試件疲勞壽命有較(jiào)大幅度的提(tí)高。(5)超聲波表麵光飾加工(gōng)技術可代替常規加工完成鋁(lǚ)合金零件光飾表麵的加工。
如果您有(yǒu)機床(chuáng)行業(yè)、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡(huān)迎(yíng)聯係(xì)本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com








