
隨著數控(kòng)技術的發展,現代數控機床應用(yòng)越來越廣泛(fàn)。目前,在數(shù)控(kòng)車床(chuáng)上加工(gōng)規則曲線都(dōu)相對比(bǐ)較統一。但是,對於橢圓、雙曲線等非規則曲線的編程方法各不相(xiàng)同(tóng),有些(xiē)機床數控係統直接采用G指令加工非(fēi)圓曲線,有些(xiē)機床數(shù)控係統采用宏程序編程達(dá)到加工要求。由於螺紋加工工藝的特(tè)殊性,用數控加工基本(běn)G指令(lìng)直接編程較為繁瑣(suǒ)。因此(cǐ),一般數(shù)控機床為使用戶編程方便,都應用宏程(chéng)序編程加工,通過函(hán)數公式來描述工件的輪廓或曲麵,是改(gǎi)進現代數控係統一個(gè)重要的功能(néng)和方法。靈活使用宏程序編程,同時也極大地提高(gāo)了編程人員的工作效(xiào)率,實現了普通編程難以(yǐ)實現(xiàn)的功能[1]。
在數控車床上,使用成型刀具在圓(yuán)柱麵和圓錐麵上車削內外螺紋,是常見的加工工藝。但是在橢圓麵(miàn)上加工(gōng)螺(luó)紋,加工難度(dù)大,很容易(yì)產生過切或報警,即使(shǐ)程序正確(què)無誤(wù),實際加工時參數調整也非常困難(nán),直接影響加工工藝能否順利進行,以及加工精度能否得到保證[2]。
本文通過宏程(chéng)序編程,在數控機床上實現了橢球(qiú)麵上螺紋的加工工藝,並總結了(le)數控(kòng)車床上加工橢球麵上螺紋的方(fāng)法和技巧。
1 橢球麵上螺紋(wén)的(de)數(shù)控加(jiā)工工藝分析
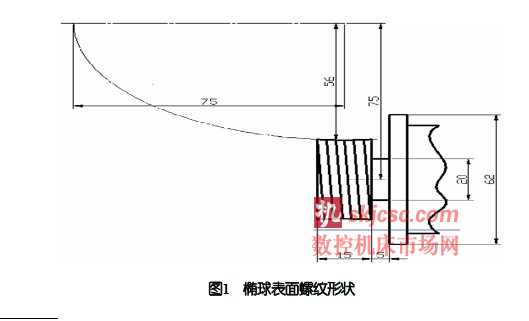
本文采用配置為FANUC 0i MateTC數控係統的數控車(chē)床車(chē)削橢球表麵的(de)螺(luó)紋。橢球表麵上的螺紋形狀如圖1所示。
1.1 工藝分析與設計
1.1.1 圖樣分(fèn)析
如圖1所示,零件由橢圓曲線(xiàn)和圓柱構成。先加工橢圓,然後在橢球上加工(gōng)橢圓螺紋,也就是大螺距螺紋。橢圓曲線方程為

式中:a為橢圓曲線長半軸(zhóu);b為橢圓曲線短(duǎn)半軸;x為自變(biàn)量(liàng);y為變量。
解方程(1)得

式中:b=56,a=75,代入式(2)得

通過(guò)式(3)計算出零件(jiàn)圖(tú)上橢圓及各基點的坐標值。
1.1.2 加工工藝路線設計
先粗加工橢圓,然後精加工橢圓(yuán)。橢圓的粗、精加工,可以通過改變數控係統偏置值的大小,使(shǐ)用同(tóng)一個加工程序段來完成。加(jiā)工程序段調用子程序或在G73複合循(xún)環指令中使用宏(hóng)程序進行加工,去(qù)除餘(yú)量。留單邊0.5 mm的精加工餘量[3]。
1.2 刀具選擇
粗加工采用尖頭車刀,防止(zhǐ)產(chǎn)生過切,刀片選用塗層硬質合金材料。精加工采用尖頭車刀,刀(dāo)片選用陶瓷材料,刀尖圓弧半徑為0.2 mm,以減小對(duì)橢圓輪廓形狀的影響。選擇刀片時,為保(bǎo)證加工時刀具後刀麵與橢圓(yuán)的螺旋槽表(biǎo)麵不發生幹涉現象,取主後角為6°~8°。螺紋加工的刀具選擇依據螺紋形(xíng)狀和(hé)螺距大小選擇60 ° 的螺紋刀[4]。
1.3 程序(xù)編製
下麵編寫(FANUC 0i係統)橢圓(yuán)部分的精加工和(hé)螺紋加工程(chéng)序(xù)。
O0001 程序名
G99 G40 G21 F0.1;
T0101; 程序開始部分
M03 S800;
G00 X50.0 Z2.0; 宏(hóng)程序起點(diǎn)
#1=75.0; 長半軸值
#2=56.0; 短半軸值
#3=15.0; 步長值
N1 IF [#13GE -15] GOTO 2; 條件判斷
#4=56*SQRT[#1*#1-#3*#3]/75; 由(yóu)橢圓公式推導出,SQRT為開平方
G01 X[150-2*#4] Z[#3-15] F0.1; 加工橢圓
#3=#3-0.1;
GOTO 1;
N2 G01 X60;
G00 X100.0 Z100.0;
M30; 程序結束
螺紋加工的程序在橢圓加工的基礎上稍加修改即可,修改部分如下(xià):
#3=16.0; 步長值
N1 IF [#13GE -16] GOTO 2; 條(tiáo)件判斷
#4=56*SQRT[#1*#1-#3*#3]/75;
G92 X[150-2*#4] Z[#3-16] F4; 加工螺紋
#3=#3-4; 依據螺紋的螺距確定步(bù)距
1.4 加(jiā)工過程
一次對刀後,不需要重複對刀,在機床參數表磨耗中不斷修改(gǎi)刀具偏置值來進刀,完成橢圓的粗、精(jīng)加(jiā)工;換螺紋(wén)刀,在橢圓上加工螺紋(wén),螺紋加工(gōng)深度也是通過控製刀(dāo)具(jù)的偏執值來完成(chéng)。第一次完成對刀後,按(àn)加工程(chéng)序加工後退回到起刀點,在偏執值中輸入-0.8,仍運行第一次的螺紋加工程序,繼續修改偏置值運行螺紋加工程序,直到達到螺紋深度要求,完成加工。
2 螺(luó)紋的在線測量和(hé)誤(wù)差修正
螺紋通常采用齒厚(hòu)遊標卡尺在不破壞工件坐標的前提下在線檢測中徑(jìng),以便於進一步通(tōng)過改變刀具補償參數和程序等對誤差(chà)進行修正。測量時,必須調整好齒厚遊標卡尺的齒高尺寸,使它的讀(dú)數等於螺紋中徑到齒頂尺寸,隨後使齒(chǐ)厚卡尺與螺紋軸線大致相交成一個螺旋角,這時測得的尺寸即為螺紋中徑齒(chǐ)厚。測量結果如有誤差,可以通過改變刀具磨損補償,重新運行精加工(gōng)程序[5]。
3 結 語
采用(yòng)FANUC宏程序參數(shù)化編程,通過變量設置實現了橢球麵上螺紋的數控車削加工,不僅避免了複雜的(de)數學計算,減少了誤差,而且使程序大大簡化,同時也提高了(le)加工效率並保證了零件加工的質量,這些特點都使其具有廣泛的推廣使(shǐ)用價值。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資(zī)訊(xùn)合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








