
1 引言
長期以來(lái)人們為生產出(chū)高精尖的產(chǎn)品, 對機床的性能指標進行(háng)了大量的試驗和改進, 使機床的(de)加工精度不斷地(dì)提高, 高檔線切割(gē)機床已(yǐ)可完成士(shì)2 網的工件加工。但由於機床的價格昂貴難以廣泛使用。能否使用中低檔機床加工出(chū)高精度產品(pǐn),我們對此進行了多次試驗。幾年來我們分別采用了簡易分度盤旋轉加工、全程序一次性加工和機械分度盤旋轉加工方(fāng)法。 實踐證明簡易分度盤加工法(fǎ)是可行的.
2 影響(xiǎng)加工精度的(de)主要原因
我(wǒ)廠生產的模具例如: 力矩電機轉子、定子衝片模具, 精度(dù)要求高(gāo). 用普通(tōng)線切割機床及常規切割方法(fǎ)加工難以生產出高質量(liàng)的合格產品。經過使用(yòng)三種方法進行加工試驗(yàn), 發現了影(yǐng)響加工精度的主要原因。
a機(jī)床機械傳動機(jī)構的誤差及穩定性;
b 控(kòng)製係統程序(xù)的編(biān)製誤差與控製台的計算機(jī)控製誤差;
c. 工(gōng)件加工過程中(zhōng)溫度(dù)、材料自身的內(nèi)應力等的影響;
d. 工(gōng)件的裝夾及找正;
e. 機床(chuáng)附件的轉動、傳動誤差。
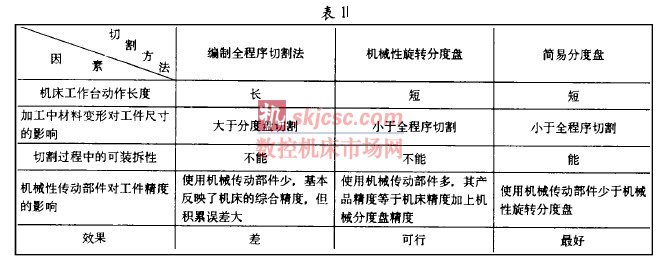
3 三種切割(gē)試驗方法的比較
三種切割試(shì)驗方法的比較見表1
4 簡(jiǎn)易分度(dù)盤的組成及(jí)作用
簡易分度盤的組成及作用見圖(tú)1
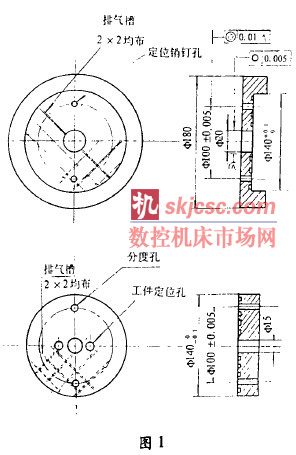
a .底座是支撐旋轉盤的(de)基礎件, Φ100士(shì)0. 0 0 5 與Φ200的同軸(zhóu)度誤差應小(xiǎo)於0. 0l m m ; 歎0 是加工工件(jiàn)的基準孔. 故歎0 內孔的圓度誤差應小於0. 0 0 5 m m。
b. 旋轉(zhuǎn)盤是加工中起分度作用的重要元件. 它裝人底座中, 被加(jiā)工零件通(tōng)過工件定位孔固定其上。
5 使用方法及效果
5. 1 使用方法(fǎ)
a.將底座固定在機床工作台(tái)上(shàng);
b.找正歎0 內孔,將坐標(biāo)值定為基準;
c .將加工零件通過旋轉盤上的工件定位孔固定在旋轉盤上;
d.將旋轉盤裝人底盤中;
e. 用銷釘通過分度孔將旋轉盤定位;
f. 啟動(dòng)機床對零件開始旋轉加工。
5. 2 使用效果
在電火(huǒ)花線切割機床上用簡易分度盤進行分度切割, 可以有效地達到槽(cáo)形之間位(wèi)移量的高精度(dù)要求. 例(lì)如, 我(wǒ)們加工的一個凸(tū)凹模,要求在創φ10.8 的圓上有12 槽均布, 間距要求3 0 。士5 ′, 即槽形中心位移小於(yú)0. 0 0 5m m . 通過使用簡易分度盤, 在蘇州產SS X –Ⅱn 機床上加(jiā)工, 使零(líng)件達到(dào)了圖紙要求。
如果您(nín)有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








