
隨(suí)著機械製造業(yè)突飛猛進(jìn)的發展,我國(guó)齒(chǐ)輪製造業也有著廣(guǎng)闊的國內、外市場前景。齒輪產品是(shì)否能取勝國(guó)內、外市場,關(guān)鍵問題取決於齒輪(lún)製造的質量和成本。齒(chǐ)輪製造最常用的工藝就是滾剃(tì)工藝,雖然剃齒能提(tí)高齒(chǐ)輪的精度,但是由於剃齒加工工序的非強製性齧合特點,剃齒精(jīng)度在很大程度上依賴於滾(gǔn)齒精度,可以說滾(gǔn)齒精度決定了齒輪的精度。因此滾齒中(zhōng)的一些誤差項(xiàng)目(mù)如齒(chǐ)圈徑跳、公法(fǎ)線變動量、基節偏差以及齒形齒向誤差必須嚴格控製,才能(néng)製造出精確的齒輪。
現就多年對齒輪製(zhì)造理論的研究及生產現場經驗的積累,介紹一些提(tí)高齒輪滾齒(chǐ)加工質量的方(fāng)法及途徑,供同行借鑒。
一、 滾(gǔn)齒加工精度分析
圓柱齒輪精度主要有運動精度、平穩性精度和接觸精度。滾齒加工中用控製公法線長度變動和齒圈徑跳來保證運動精(jīng)度,用控製齒形誤差和基節偏差來保證工作平穩性精度,用控製齒向誤差來保證接觸精度。下麵對滾齒加工中易出現的幾種(zhǒng)誤差原因進行(háng)分析:
(1)齒(chǐ)圈徑向跳動誤差(即幾何偏心) 齒圈(quān)徑向跳動是(shì)指(zhǐ)在齒(chǐ)輪(lún)一轉範圍內,測頭在齒槽(cáo)內或輪齒上,與齒高中部雙麵接觸,測頭相對於輪齒軸(zhóu)線的最大變動量,也是輪齒齒圈相對(duì)於軸(zhóu)中心線的偏心,這(zhè)種偏心是由於在安裝零件(jiàn)時(shí),零(líng)件(jiàn)的回轉中心與工作台的回轉中心(xīn)安裝不重合或偏差太大而引(yǐn)起,或因滾(gǔn)齒機頂尖和滾齒心軸頂尖孔製造不良,使定位麵接觸不好造成偏心,所以齒(chǐ)圈徑跳主要從以(yǐ)上原因分析解決。
(2)公法線長度誤差(即運動(dòng)偏心) 滾齒是用展成法原(yuán)理加工齒輪的,從刀具到齒坯間(jiān)的分齒傳動鏈要按(àn)一定的傳動比關係保持運動的精確性。但是這些傳動(dòng)鏈是由一係列傳動元件組(zǔ)成(chéng)的。它們(men)的製造和裝配誤差在(zài)傳動過程中必(bì)然集中反(fǎn)映到傳動鏈的末端零件上(shàng),產生相對運動的(de)不均勻性,影響輪齒的加工精(jīng)度。公法線長(zhǎng)度變動是反映齒輪(lún)牙(yá)齒分布不均勻的最大誤差,這個誤差主要是(shì)滾齒機工作台蝸杆副回轉精度不均勻造成的,還有滾齒(chǐ)機工作台圓形導軌磨損、分度蝸(wō)輪與圓形導軌不同軸造成的,再者分齒掛輪齒麵有嚴重磕碰或掛輪時咬合太鬆(sōng)或(huò)太緊也會影(yǐng)響公法線(xiàn)變(biàn)動超(chāo)差。
(3)齒形誤差(chà)分(fèn)析 齒形(xíng)誤差是(shì)指在齒形工(gōng)作部分(fèn)內,包(bāo)容實際齒形廓線的(de)理想齒形(漸開線)廓線間的法向距離。在實際加工過程中不可能獲得完全正確的漸開線齒形,總是存在各種誤差,從而影響傳(chuán)動的平穩性。在滾齒加工過程中漸開線齒形(xíng)主要靠滾刀與齒(chǐ)坯之間保持(chí)一定的(de)分齒來保證,所以,齒形誤差主要是滾刀齒形決定的,滾刀刃磨質量不好容(róng)易出現齒(chǐ)形誤差。同時滾刀在安裝中產生的徑向跳動、軸(zhóu)向竄動(dòng)(即(jí)安裝誤差)也對齒形誤差有影響。常見的齒形誤差有不對稱、齒形角誤(wù)差(齒頂變肥或變(biàn)尖)、產(chǎn)生周期誤差等。
(4)齒向誤差分析 齒向誤差是在分度圓柱(zhù)麵上,全齒寬範圍內(nèi),包容實際齒向線的兩(liǎng)條設(shè)計齒向線的端麵距離。引起齒(chǐ)向誤差的主要原因是機床、刀架的垂直進給方向與零件軸線有偏移,或滾齒機(jī)上尾座頂尖中心與工作台回轉中心不一致,還有滾切(qiē)斜齒輪(lún)時,差(chà)動掛(guà)輪計算誤差大,差動傳動鏈齒輪製造和調(diào)整誤差太大。另外滾齒夾具和(hé)齒(chǐ)坯製造、安裝、調整精度低也會引起齒向誤差。齒輪的齒向誤差來自於機床、齒(chǐ)坯、夾具的誤差。
(5)齒麵粗糙度分析 齒麵粗糙(cāo)度不好一般有幾(jǐ)種現象:發紋、啃齒、魚鱗、撕裂。引起齒麵粗糙(cāo)度差的主要原因(yīn)有以下幾方麵:機床、刀具、工件係統(tǒng)整體剛性不足、間隙大;滾刀和工件相(xiàng)對位置發生變(biàn)化;滾刀刃磨不當、零件材質不均勻;切削參數選擇不合適等。
二、提高滾齒加工精度的方法
通過以(yǐ)上對滾齒加工精度的(de)分析,我(wǒ)們明(míng)確了滾齒加工過程中各種誤差的產生來源,主要因素是所加工零件本身的精(jīng)度(dù)、機(jī)床夾具、刀具以及整個工藝係統的精度、加工過程中的調(diào)整等。要提高滾齒加工精度,首先應從(cóng)以上方麵考慮采取相應措施,找到解決(jué)的方法(fǎ)。
1. 提高齒坯本身的(de)加工質量
齒坯質量是齒輪加工精度的基礎(chǔ),對(duì)於(yú)製造高精度齒輪,齒坯的精度更是起著至關重要的作用。齒輪加工(gōng)大多以其(qí)內(nèi)孔及端麵作為定(dìng)位基(jī)準,數控機床(chuáng)的使用使得圓柱齒輪(lún)可在一次安裝(zhuāng)中(zhōng)車削出齒輪的定位內孔和(hé)端麵,端麵跳動小於0.015mm。而過去在多刀半自動車床或普通車床上加工同類齒坯,端跳大約為0.05mm。定位基(jī)準(zhǔn)精度的提高,大大地提高了(le)齒輪加工的精度,特(tè)別是齒向精(jīng)度。軸齒輪類零件一般以中心孔作為定位基準,所(suǒ)以中心孔的製造精度一定要保證錐麵粗糙度(dù)好,不允許有任何磕碰是關(guān)鍵。
2. 提高滾齒夾具的製造、安(ān)裝精度
由前麵的分析可(kě)知,滾齒夾具的製造、安裝精(jīng)度不高,會產生齒圈徑向跳動和齒向誤(wù)差。齒坯的安裝精(jīng)度也主要取決於夾具(jù)的製造(zào)精度和安裝精度。盤類齒輪滾齒(chǐ)心軸的設計,定位外圓和定位端麵(miàn)的跳動在0.005mm以內,定位外(wài)圓和齒坯(pī)的配合間隙(xì)在0.002~0.008mm。對軸齒輪零件而(ér)言,滾齒夾具的結(jié)構一般是上下頂尖定位,夾緊工件外圓的方法。因此,頂尖製造質量的好壞對輪齒齒圈徑跳影(yǐng)響很(hěn)大。實踐證明,頂尖錐麵(miàn)粗糙度值必須達到(dào)R a=0.8μm以(yǐ)下,而且(qiě)對頂尖中心(xīn)線的徑向跳動≤0.008mm,錐麵不允許有磕碰和過度磨損。在提高夾具製造精度的(de)同時,滾刀刀杆、刀(dāo)墊、螺母的製造精度也應保證刀杆直徑精度最低必須按6級製造,配合處表麵粗糙度值R a=0.8μm以下,兩頂尖孔的同軸度要求在0.01mm以(yǐ)內,端麵跳動在(zài)0.005mm以內,刀杆錐部與機床刀架主軸孔的接觸麵積在(zài)70%以上。螺母擰在刀杆上後,其端麵對刀杆(gǎn)軸線的垂直度≤0.01mm。此外(wài)在調整夾具安裝精度時一定注(zhù)意,上尾座頂尖中心與工作台回轉中心應保持一(yī)致,裝夾零件後檢查心軸徑跳不能超過0.01mm。
3. 提高(gāo)刀具的刃磨精度
刀(dāo)具本身的製造精度和刃磨精度對被切齒(chǐ)輪的齒形精度有很大的(de)影響,因此,為了保證加工精度(dù),必須正確選擇刀具的精度等級和提高刀具的刃磨精度。刀具精度一般按被加工齒輪的精度選擇。最簡易可行的(de)辦法就是(shì)購置國外著名(míng)公司生產的滾刀。事實(shí)上,這(zhè)些滾刀一次刃磨塗層後可加工大約1200件齒輪,大約可刃磨10~13次,壽命及對產品(pǐn)質(zhì)量的效(xiào)益遠遠超出了它的價格。這(zhè)裏需要特別說明(míng)的是,滾刀刃磨後必須塗層。國產機床的滾(gǔn)刀刃磨精度基(jī)本上可(kě)保證滾齒齒(chǐ)形精度,但加工(gōng)時要有合理的竄刀量(liàng)及刃磨(mó)塗(tú)層。使用(yòng)磨損了的滾刀滾齒時,會降低齒輪的齒形精度和惡化表麵質量,也會(huì)加劇機床的振動。滾刀磨損量在粗切(qiē)時超過0.8~1.0mm或精切時超過0.2~0.5mm,就需要重磨前刀麵(miàn)。滾刀的重(chóng)磨精度對於滾刀的(de)齒形精度(dù)有很大影響(xiǎng),必須十分重視(shì)。滾齒齒形精度由滾刀精度決定,但以下兩種情況(kuàng)可通過調整糾正。
(1)對於(yú)滾齒後出現如圖1所(suǒ)示齒形(xíng)誤差(chà),可通過修磨滾刀的(de)前角,糾正齒形誤差。
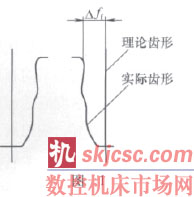
圖1
修磨滾刀(dāo)前刀麵(miàn)角度γ,可由以下關係近似求出(chū)
tanγ =△f f/(α c×H)
式中,H為滾刀齒高;α c為(wéi)滾刀側刃後角,單位為rad;△f f為齒形最大誤差;H為前刀麵徑偏移量。
(2)滾齒後(hòu)齒(chǐ)形誤差如圖(tú)2所示,通過調整滾刀安裝角度(dù),可(kě)糾正該(gāi)類誤差。調整量△λ 關係式如下L cos(λ ±△λ )-L cosλ =△f f /cosα (±取決於滾刀扳角度的方向,增大角度取+,反之取-)式中, L 為滾刀切削齒到刀架(jià)旋(xuán)轉中(zhōng)心距離;λ 為滾刀螺(luó)旋升角;α 為滾(gǔn)刀齒形角;△f f為齒形誤差。
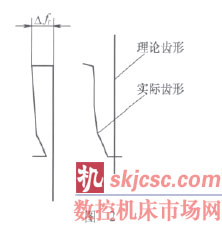
圖2
另(lìng)外,安裝滾刀時,滾刀刀杆徑向跳動必須<0.02mm ,軸向竄動<0.005mm,這是(shì)保證滾齒齒形不可忽視的問題。
4. 保證和提高機床本(běn)身的(de)精度和調整(zhěng)精度
從前麵的誤差分析可知,機床傳動鏈的傳(chuán)動誤差會造成齒輪的運動偏心,而且影響最大(dà)的環節是分度蝸杆副,因此,保(bǎo)持機床應有(yǒu)的工藝精度是保證齒輪加工精度的重(chóng)要方(fāng)麵。如果發現滾(gǔn)齒後公法線變(biàn)動超差,就應檢查機床工作台(tái)分度齧合副的齧合情況,如果齧合間隙超過0.03mm就應調整,保證始終在0.03mm以內,否則須對蝸杆副進行檢修。在滾切斜齒時,應注意差動掛輪比的(de)計算要準確到小數點後五位或六位(wèi)。機床刀架滑板對工作台回轉軸線的平行度(dù)對滾齒齒向誤(wù)差有影響(xiǎng),提高滾齒(chǐ)機刀架(jià)導軌係統精度(dù),也是保證(zhèng)齒向(xiàng)的一(yī)方麵。由機床資料可知,在250mm長度上,平行度公差是0.021mm。
5. 降低齒麵粗糙度值的方法(fǎ)
采用適當的預備熱處理方法,使齒坯材料的(de)內部組織均勻,硬度一致,合(hé)理選用滾齒(chǐ)切(qiē)削參數,充分進行冷(lěng)卻潤滑,定期對(duì)滾刀進行刃磨等都是降低齒麵粗糙度(dù)值的有(yǒu)效(xiào)方法。
低齒麵粗糙度值的有效方法。綜上所述,提高滾齒加工的方法非常多,需要我們在生產實踐中針對具體(tǐ)情況(kuàng)不斷去探索總結,從而能更好地指導(dǎo)生產,加工出高質量的齒輪產品。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作(zuò),歡(huān)迎聯係本網(wǎng)編輯部, 郵(yóu)箱:skjcsc@vip.sina.com






州金馬(mǎ)")

