
引(yǐn)言
根據(jù)國家科委504 號文件批轉民航總局《關於民航進口飛機刹車裝置立足國內解決》的指示精神, 航(háng)空工業總公司第六二一(yī)所(suǒ)( 原(yuán)航天航空工(gōng)業部) 和安(ān)陽標準件工業公司共同研製開發(fā)了進口民航客機刹車鉚釘這一科研項目。
飛機的刹車裝置用於飛機滑行、轉彎、飛機著陸刹車製動。它的功能好壞直接關係到飛機(jī)的正常使用和旅(lǚ)客的生命安全, 而飛機刹車鉚(mǎo)釘則是飛(fēi)機(jī)刹車(chē)盤副(fù)中(zhōng)一個重要聯(lián)接部件, 被世界(jiè)適航當局確定為A 類零件(jiàn)。因此, 刹車(chē)鉚釘的質量好壞, 直接關係到(dào)刹車盤副的靈敏程度(dù)。所以, 對刹車鉚釘的生產工(gōng)藝必須做深入的分析、探討。
1 飛機用(yòng)刹車鉚釘的工作環境分析
飛機用(yòng)刹車鉚釘和(hé)一般鉚釘相比較, 工作環境(jìng)極為惡劣。從刹車開始到刹車結束, 由於飛機速度的急劇降低和巨大的慣性力, 造成摩擦片的急劇摩擦, 此時刹(shā)車盤的表麵溫度可達1000℃以上, 鉚釘承受強烈的熱(rè)衝擊。所以, 使用低碳鋼加工的鉚釘是難以勝任的(de)。美國的波音737、麥(mài)道MD82, 均采(cǎi)用AIAI302HQ ( 即(jí)鉻鎳不鏽鋼) , 相當於我國1Cr 18Ni9Cu3, 作為生產飛機(jī)用鉚釘的首(shǒu)選材料。
我國每年都(dōu)要引進大批(pī)的國外客機, 而刹(shā)車盤(pán)和鉚釘屬於易損(sǔn)件, 購買國外的同類(lèi)產品價格昂貴, 加上一(yī)些國家對我們有意刁難和(hé)技(jì)術封鎖, 因而飛機用刹車盤鉚釘的國產化刻不容(róng)緩勢在(zài)必行。
安陽標準件工業公司在航空工業總公司六二(èr)一所的指導下, 經過幾年的研製、攻關, 目前(qián)已生產(chǎn)出(chū)合格的航空用飛機刹車鉚釘。經過地麵模擬試驗(yàn)和在飛機上的試用(yòng), 各項指標均達到要求, 使用效果較為理想, 填補了國內空白。
2 航空用鉚釘的精度分析
2. 1 材料特殊
飛機用鉚釘的工作(zuò)環(huán)境惡劣, 所以普通碳素鋼由於機械性能差、耐熱性(xìng)不好, 故不能滿足使用要求。而不鏽鋼的機械性能(néng)好(hǎo)、強(qiáng)度(dù)高、耐熱性好、高溫下化學穩定性好(hǎo), 而且可防腐、防鏽(xiù)、防磁。加工出的鉚釘(dìng), 外(wài)觀光潔明亮。但不鏽鋼含碳量高、塑性差、采用冷(lěng)鐓, 材料會急劇冷作硬化, 打(dǎ)出的鉚釘易掉頭、崩裂, 模具壽命顯著(zhe)降低, 給冷鐓加工帶來難度。
2. 2 尺寸精度(dù)高
與相(xiàng)同尺(chǐ)寸的民用鉚釘相(xiàng)比較, 飛機用鉚釘相當於IT10 級, 而民用鉚釘在IT 13 級, 比民用鉚釘高3 到4 級(jí)精度, 這就給模具製作帶(dài)來了困難, 增加了(le)製作成(chéng)本。
2. 3 形位公差要求高
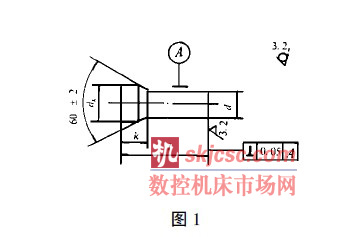
眾所周知, 冷鐓的第一道工序(xù)是切(qiē)料, 由於材料的塑性變形, 不可避免(miǎn)地切出的(de)料(liào)頭長短不一(yī), 俗稱“馬蹄形”。一般民用(yòng)鉚(mǎo)釘隻(zhī)要控製在一定的範圍之內(nèi), 就可不必再進行二次加工了。而航空用鉚釘由(yóu)於自身的(de)特點, 則必須進行二次加工, 以保證鉚釘端麵和中心線的垂直度、表麵粗糙度不(bú)得(dé)大於Ra 3. 2。如(rú)不消除“馬蹄形”,鉚接時, 鉚合力不均勻, 容易造成(chéng)事故隱患。
綜上所述(shù), 航空用(yòng)鉚釘要比(bǐ)一般民用鉚釘(dìng)在材料上特殊, 尺寸精度、形位公差、表麵粗糙度都要求的高。
3 航空(kōng)用鉚釘(dìng)的加工工藝過程
航空用刹車鉚釘的加工工藝綜合起來(lái)可概括(kuò)成以下方框圖:

3. 1 選材
加工鉚釘用的線材, 外形要光潔, 橢圓(yuán)度不得大於線材(cái)直徑MAX 與線材直徑MIN 公差的一半, 線材表(biǎo)麵不允許有劃(huá)痕(hén)、裂紋(wén)、麻點, 表麵粗(cū)糙(cāo)度不(bú)得大於Ra 3. 2。
3. 2 溫鐓
為了(le)克服冷鐓的冷作硬化, 提高模具(jù)壽命,采用溫鐓(duì)。溫鐓工序是鉚釘加(jiā)工的關鍵(jiàn)工(gōng)序, 直接關係到鉚釘質量的好壞。因此, 要選好溫鐓設備及加熱裝置, 加工溫度一般控製在300℃~400℃範圍之內。並預留加工端麵(miàn)的餘(yú)量。
3. 3 滾光
該工序主(zhǔ)要(yào)是去除鉚釘(dìng)表麵油汙和雜質,為車加工創造條件, 消除定位誤差(chà)。
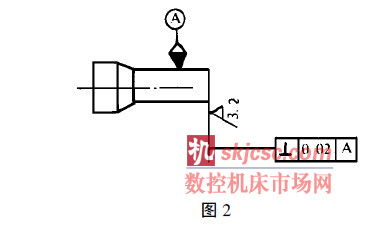
3. 4 平端麵
鉚釘以外圓(yuán)定位(wèi), 加工一專用夾具(jù), 以保證端麵與中(zhōng)心線垂直。裝夾外圓A 時, 表麵不允許有明顯的安裝痕跡, 端麵邊緣應(yīng)無毛刺, 並保證全長L 在(zài)公差(chà)範圍之內, 加工設備可選用儀表車(chē)床等。
3. 5 滾光甩幹
清除油汙、毛刺, 為包裝做準備。
3. 6 挑(tiāo)選總檢
按圖紙要求逐項檢查每一尺寸及外觀, 把好最後一關(guān)。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








