
0引言
Pro/E是美國參數技術公司於1998年(nián)推出的一套以參數化為基礎的cAD/cAE/CAM軟(ruǎn)件,該(gāi)軟件集成了零件設計、曲麵設計、鈑金件設(shè)計、零件組裝、二維工程圖製作、數控加(jiā)工、模具設計等功能模塊。
Pro/E wildfire3.o是目前最新的(de)版本,新(xīn)版本從提(tí)高個(gè)人效率和流程效(xiào)率角度都做了一(yī)些(xiē)新的改(gǎi)進。特別(bié)是對模具設(shè)計界麵做(zuò)了較大的改進,使用戶更加容易操作。Pro/E wildfife3.0憑借其強大的三維實體(tǐ)造型和模具設計功能,已經成為(wéi)我(wǒ)國模具工業中應用得較為廣泛的設計軟件之(zhī)一。下麵將通過圖1所示的零件為例(lì),來說明在Pro/E wi ld—nre3.0軟件(jiàn)中進行壓鑄模設計與製造的方法(fǎ)。
1 零件工藝性(xìng)分析
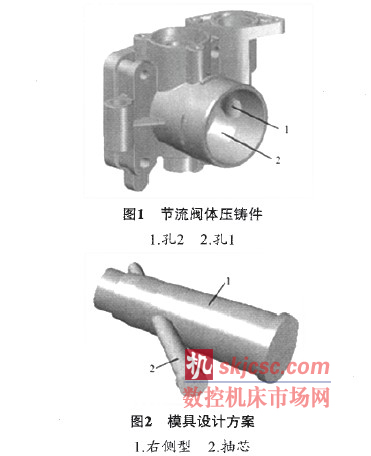
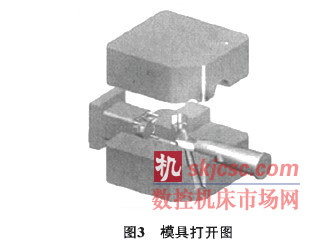
圖1所示的零件(jiàn)為電噴汽車節流閥體,材料為Y L113,壁厚不均勻,對毛坯內在組織及氣(qì)密性有嚴格的要求(qiú)。圖(tú)1中的孔l為主通道,單邊留有o.5 mm加工餘量。孔2為旁通道的進氣孔,由於該處不便於機加(jiā)工(gōng),故直接將其抽成,這樣(yàng)就增加了模具的(de)設計(jì)難度。經過(guò)綜合考(kǎo)慮,采用圖2所示的設計方案,其中(zhōng)成形孔1的右側型采用斜銷來抽動(dòng),而成形(xíng)孔2的抽芯則采用液壓抽芯器來抽動。另外由於抽芯要從右(yòu)側型中(zhōng)穿過,所以在製造時必(bì)須(xū)保證其製造(zào)精度,否則模具容易溢流。
2 三維造型
在(zài)零件模(mó)式中,使用拉深、旋轉、拔模、倒圓角等工具(jù)完成零件的三維造型。由於Pro/Ew訂dfire3.0使用單一數據庫,當更改了三維實體模型的(de)尺寸時,其相關的二維工程圖、模具文件、數控加工文件等(děng)也會自動更改,這(zhè)樣(yàng)可以確保更(gèng)改(gǎi)工作的一致性。
3 模具設計
3.1分(fèn)模
在模具模式中,利用Pro/E wildfire3.0提供的各種模具(jù)設計工具,可以快速、方便地完成分模工作。在模具模式中分模的操作步驟如下:
(1)進入模具模式新建一個(gè)文件,選擇文(wén)件的“類型(xíng)”為“製造”,“子類型”為“模具型腔”,並選擇“mmns m龜mold”模板。
(2)裝配參照零件參照零件是將設(shè)計零件裝配到模具模式中時,係統自動生成的零件模型。利用參照零件布局功能將創建的設計零件調入模具(jù)模式中。
(3)設置收縮率利用按比(bǐ)例收縮功能(néng)確定收縮率為o.5%。
(4)創建工件工件是直接參與鑄件成形的模具元件的總體積。使用手工創建的方(fāng)法創建工件(jiàn)。
(5)創建分型曲麵分型曲麵是一種曲(qǔ)麵特(tè)征,主要用來分割(gē)工(gōng)件。Pro/E wildfjre3。0不僅提供了智(zhì)能分模功能(如陰影曲麵(miàn)、裙邊曲麵等),還提(tí)供了強大的曲麵功能用(yòng)於創建分型曲(qǔ)麵。利用複(fù)製、拉深、旋轉(zhuǎn)、修剪、合並等功能創建主分型曲麵、右側型(xíng)分型曲麵等。
(6)分割工件使用創建的分型曲麵將工件分割成為個模具體積塊。
(7)抽取模具元件通過分割工件產生的模具體積塊(kuài)是沒有質量的封閉曲麵麵組(zǔ),還需要用實體材料填充模具體積塊,使(shǐ)其成為實體零件。
(8)鑄模模擬生成一個鑄件,用來檢查模具設(shè)計的正確性。
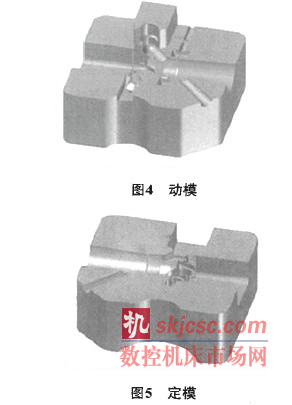
(9)仿真開模定義打(dǎ)開(kāi)模具的步驟,得到圖3所(suǒ)示的模具打開圖。
3.2成形零件的細節設計
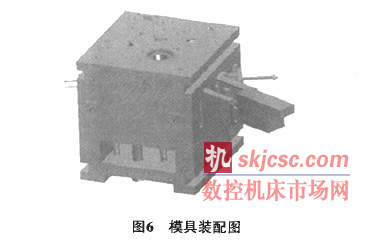
對於創建的動模、定(dìng)模等成形零件,可以在零件(jiàn)模式分別將其打開,然後使用拉深、拔模、倒圓角、孔等工具完成零件的細節設計。
完成(chéng)的動模和定模分(fèn)別如圖4和圖(tú)5所示。
3.3其他零件設計
設計好動模、定模、右側型(xíng)等成形零件後,接下來就可以在組件模式(shì)中設計動(dòng)模套板、定模套板(bǎn)等其他零(líng)件(jiàn)。在組件模式中設計其他零件,可(kě)以不必對每個(gè)零件進行單獨裝配,從而大(dà)大(dà)提高了工作效率。完成的模具裝配圖如圖6所示。
4模具加工
對於設計好的動(dòng)模、定模等成形零件(jiàn),首先使用數控銑床進行粗加(jiā)工,然後進行淬火處理。淬火處理後(hòu)再使用數控銑床進行精加工,對(duì)於加(jiā)工不到的部位則采用電火花加(jiā)工(gōng)。
4.1編製數控加工程序(xù)
動模、定模等成(chéng)形(xíng)零件(jiàn)的數(shù)控加工程序在製造(zào)模式中編製,在該模式可以設置並運行Nc機床、創建裝配過程(chéng)序列、創建材料(liào)清單等,還可以使(shǐ)用Nc後處理(lǐ)器(NC Post Processor)將cL文件翻譯成為(wéi)數控機床的數控加工代碼,為其提(tí)供加工(gōng)數據(jù)。在製造模式中編製(zhì)數控加工程序的主要(yào)操作步驟如下:
(1)新建一個製造文件。
(2)裝配參照零件。
(3)創建工件。
(4)操作設置。
(5)設置加工方法和(hé)模擬加工。
(6)創建刀位數(shù)據文件和後處理。
4.2電火(huǒ)花加工
使用電火花加(jiā)工成形零件,需要設計電極。Pro/E wildfire3.o沒有提供專門用於(yú)設計電極的(de)功能模塊,可以在組件模式中利用(yòng)切(qiē)除功能(即采用布爾運算(suàn)的方法)來設計電極。在組件模(mó)式中設計電極的主(zhǔ)要操作步驟如下:
(1)新建一個組件文件。
(2)將成形零件裝配(pèi)到組件模式中。
(3)在(zài)組件模式中新建一個零件。
(4)創建電極的工作部分。
(5)創建電極的裝夾與(yǔ)定(dìng)位部分。
(6)利用切除功能創建(jiàn)電(diàn)極。
對於設計好的電極,同樣也采用數控加(jiā)工,以便保(bǎo)證電極的製造精度。而對於電極(jí)的放電間隙則在對其進行數控加工時通過(guò)設(shè)置刀補(bǔ)來考慮。
5 結論
在Pro願wildfire3。O軟件(jiàn)中進(jìn)行模具設計與製造工作時,由於采用三維設(shè)計和並行設(shè)計方法,可以使設計(jì)人員(yuán)和工藝人員從(cóng)繁(fán)瑣的二維繪圖與(yǔ)計(jì)算中(zhōng)解脫出來,並(bìng)減少重複勞動和人為錯誤,從而大(dà)大提(tí)高工作效(xiào)率。
如果您(nín)有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








