
1. 改進背景及效果
曲軸大盤(pán)加工部分產(chǎn)品是在Z3040(Z3050)鑽床上進行的。加工前,先將曲(qǔ)軸安裝在專用模具(jù)上,軸(zhóu)向位置由軸肩確定,用偏心夾緊機(jī)構(gòu)將曲軸固定在模具上。然後(hòu)將專用鑽套(tào)安裝在曲軸大盤上,開始鑽削加工。鑽削加工時,操作者要緊緊盯住刻度盤,當達到要求深度(dù)時立即按(àn)下進給手柄將鑽頭退出。待底孔全部加工完以後,開始攻螺紋。攻螺紋時,操作者更為(wéi)緊張,因為攻不通孔螺紋時要嚴格控製深度(dù),若超(chāo)過底孔深度極易折(shé)斷絲錐,使曲軸無法(fǎ)修複(fù)造成(chéng)廢品。由(yóu)於僅靠人為(wéi)控製,因此攻螺紋後(hòu)螺紋深度無(wú)法保證。深度不準確使主機廠在裝機時無法使用統一標準的螺栓裝配。這樣既影響(xiǎng)了產品的互換性又使生產效率大大(dà)降低。究其主要原因(yīn)是因為原有的(de)操(cāo)作方法過於原始化,攻螺紋深度完全由操作者(zhě)憑(píng)經驗來(lái)控製,所以根本無法保證螺(luó)紋深度的準確性。
針對上述問題,我結合專業知識、現場研(yán)究並查閱(yuè)有關資料,設計出了一套在提供報警的同時能使操縱手柄自動反轉退出絲錐的(de)裝置。該裝置填補了國內鑽床設備的一(yī)項空(kōng)白,極大改善了機床的靈敏度,使普通(tōng)鑽床變成了半自動機床,為實現(xiàn)自動化生產邁出(chū)了新的一步。該裝置極(jí)大改善了勞動者的工作條件,使攻螺紋質量(liàng)有了很大的改善和提高,螺紋深度得到了保證,並受到主機廠的好評。
2. 確定參數
設計(jì)時,首先要確定齒輪的模數和齒數。通過測量操縱杆直徑為20mm,首先確定齒根(gēn)圓直徑應在26~29mm(為了保證齒輪強度)。其次確定齒輪齒數應該被“4”整除。因為操(cāo)作手(shǒu)柄從(cóng)正轉到反轉的旋轉角度為90°,也就是1/4圈,如果齒數為單數很難保證旋轉角度的準確性。於是根據(jù)資料確定齒輪齒數為22齒,模數為1.5mm。如此推理,操縱手柄轉過90°(即1/4圈),也就是齒輪轉過1/4×22=5.5齒。由於齒條軸與齒輪相齧(niè)合,也(yě)使齒條移動了5.5齒即齒條軸的位移量為πmz =3.14×1.5×5.5=25.9(mm)。根據(jù)計算結果(guǒ)和查資料,選用電磁鐵型號為MQ1-3N,其額定吸力為(wéi)30N,額定行程為25mm。與計算值(zhí)的差(chà)距可由電磁鐵的衝擊慣性來補償。
3. 組裝及操作步驟
組裝時,為減小齒條(tiáo)軸與支座之間的摩擦係數,在兩者之間加上(shàng)定位套。因為定位套使用HT200材料製造,防止了拉傷與燒結現象的發生。另外為防止齒條軸在(zài)工(gōng)作時發生旋轉,影響動作穩定性,在齒條軸上銑(xǐ)出4mm寬的小槽,並用定位(wèi)螺釘與支(zhī)座(zuò)聯接。在齒條軸與齒輪的齧(niè)合處為了不使齒輪與定位套發生摩擦,將定位套(tào)一(yī)端銑出一個斜麵,為齒輪(lún)旋轉留出足夠的空間。以上(shàng)零件組裝在一起後,便可以在鑽床箱體上進行安裝了。安裝(zhuāng)時,首先要確定安裝位(wèi)置。如果機床本身有轉換開關安裝孔,即可以利用它來直接安裝(zhuāng)。如果(guǒ)機床(chuáng)上沒有配備安(ān)裝(zhuāng)孔,則需要根據安裝位置鏜出(chū)安裝孔(kǒng)。安(ān)裝孔的中心應與操縱杆的中心有一個(gè)偏心量e ,通過(guò)計算得(dé)出偏心量為23mm。如圖1所示。以保證支座安裝後與箱體孔的同軸度。通過計算孔徑(jìng)是(shì)φ 65mm。同時為了減小(xiǎo)鏜削端麵的尺寸使結構緊湊合理。

安裝(zhuāng)孔確定後,首先要在操(cāo)縱杆上安裝齒輪,其安裝位置如圖1所示。齒輪(lún)要稍微向下偏離安裝(zhuāng)孔的中心,以便在操縱杆向(xiàng)上運動進行變速(sù)時齒輪與齒條軸不會脫離,保證機構動作連續性。然後將組裝好的(de)反轉裝置插入(rù)安裝孔,使齒(chǐ)輪與齒條軸正確齧合(留出一定間隙)。接著將支座上的安裝(zhuāng)孔配劃在箱體上。
將支座固定在箱體上(shàng)後,要確定齒條軸的軸向位置,使頂杆露出支座表麵25mm為宜,以保證電磁鐵在有效(xiào)行程內正常工作。然後將電磁鐵安裝在支座上。並用手推動電(diàn)磁鐵銜鐵使其運動靈活且行程合適(shì)。但在(zài)過後(hòu)試車時(shí)發現,當電磁鐵斷電,並將(jiāng)操縱手柄撥至停止位置後,電磁鐵的銜鐵遠遠偏離了有效行程位置,為了使銜鐵有一(yī)個正確的位置,又在(zài)銜鐵與線圈之間用銅板(或鋁(lǚ)板)支撐,以消除銜(xián)鐵的部分(fèn)間(jiān)隙。同時,在銜鐵後部安裝了複位彈簧(huáng),使(shǐ)銜鐵在(zài)靜止時始終保持一個正確位(wèi)置。
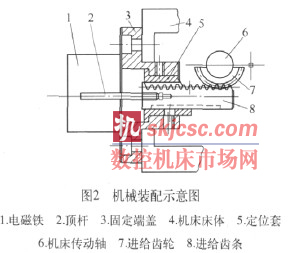
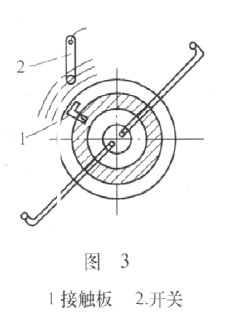
如圖2所示機械部分安裝後,就要確定(dìng)電器感應開(kāi)關的安(ān)裝位置了。電器部分主要由接觸(chù)板和接近開關等組成。接觸板固定在刻度(dù)盤上,隨著刻度盤一起旋轉(zhuǎn)。接近開關則用支架固定在箱體上,接近開關可以(yǐ)在支架槽內作一定角(jiǎo)度的移動,以調整開關與接觸板的相對位置(如圖3所示)。安裝時,先用曲軸確定絲錐的深度位置,並將(jiāng)固定(dìng)在刻度(dù)盤上的接觸板對準接近開關。其位置由刻度盤和(hé)接近開關共同(tóng)調整。
具體動作步驟如下:當絲錐達到攻螺紋要求(qiú)的深(shēn)度時,接觸板靠近接近(jìn)開關使報警係統(蜂鳴器)接通。同時(shí)接近(jìn)開關發出電訊號,使電磁鐵通電。如圖4所(suǒ)示,電磁鐵(tiě)3推動齒條2軸向左移動,並使齒輪1作旋轉運動。
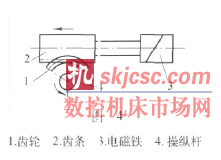
因齒輪1固定在操縱杆4上,因此使操(cāo)縱杆4也旋轉一(yī)定(dìng)的角(jiǎo)度。操縱杆則帶動分油器的閥芯旋轉, 使反(fǎn)轉(zhuǎn)油路接通, 液壓油將反轉離合器摩擦片壓(yā)合, 使鑽床主(zhǔ)軸獲(huò)得反轉。當絲錐反轉退出一定位置後,刻度盤上的接觸板脫離接近開(kāi)關,使電磁鐵及報警器斷電。待絲錐完全退出螺紋孔後,將操縱手柄撥至停止位置即可。整個操作過程就此結(jié)束。
如果您(nín)有機床行業(yè)、企業相(xiàng)關新(xīn)聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

