
1 引言
隨(suí)著科學技(jì)術的不斷發展,現有製造業的產品研發(fā)能力,工藝編製水平及製造能力也有了(le)明顯的提高。各種新產品、新技術層出不(bú)窮,在高質量(liàng)產品的(de)製造和高效率生產環境的構建中,測量技術起到了很大的作用,其重要性與日俱增。尤其在生產國際化、全球經(jīng)濟一(yī)體化(huà)迅(xùn)速發展的時期,要求不同地區生產的高精度零(líng)部件,必須保(bǎo)證其高精度(dù)的要求。現(xiàn)有大多數高精(jīng)度要求的零部件都是在數控機(jī)床中加工出來的,雖然數控機床的加工精度很高,但由(yóu)於(yú)一些其他原因列如:人為原因、機床故障原因等等(děng)引起的一些誤差,怎樣通過一係列(liè)方法找出誤差並(bìng)測量出這些數據值,這對我(wǒ)們(men)是非常重要(yào)的。
根據(jù)多(duō)年的實際工作經驗,利用一些(xiē)金(jīn)屬探頭裝置來進行檢測。首先把金屬探(tàn)頭裝置(zhì)安裝在(zài)機床主軸上,其次再利(lì)用所編製出的(de)數控測(cè)量程序進(jìn)行零部件的檢測和數值計算(suàn)。最終(zhōng)總結出一套在轉子局部加工過程中的測量編程方法。利用此方法的檢測(cè),能夠有效(xiào)地保證(zhèng)圖紙幾何精度及位置精度。程序具有靈活、方便、使用(yòng)性(xìng)強的特點。
2 通用子程序的編製
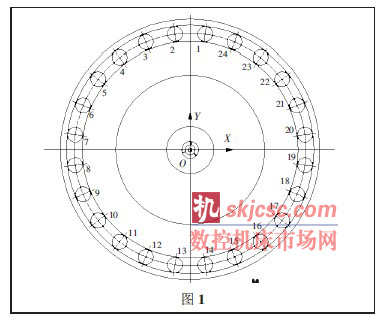
根據汽(qì)輪(lún)機轉子連軸器端法蘭的結(jié)構特點如圖1,在轉子的電端及調端法蘭處有24 個對接通(tōng)孔,要求每(měi)個孔的(de)直徑公差必須保證(zhèng)在0.015mm 以內,而且每個孔相對於轉(zhuǎn)子中心O 點位置度要求也在0.015mm 以內。加工此零件的難度(dù)較(jiào)大,要保證其設計要求就必須通過反複測量多次加工來實現。所(suǒ)以就要編製一些通用的(de)子程序,這樣每次加工(gōng)時隻(zhī)需讀取相應的參數即可。
2.1 能夠測量x-、x+、y-、y+方向(xiàng)上的子(zǐ)程序
如圖1 法蘭上有24 個孔,我們以其(qí)中(zhōng)一個孔(kǒng)為例來進行計算。要(yào)測(cè)量在x 軸及y 軸(zhóu)正負4 個矢量方向的數據,就要(yào)4 個通用的子程序,每一個(gè)單獨的子程序能夠計(jì)算相應方向的數據,並進行分析。這4 個子(zǐ)程序分別是:
%_N_L1001_SPF
;$PATH=/_N_MPF_DIR
;+X 測量
N05 STOPRE
N10 SPOS=0
N15 R21=$AA_IW[X]
N20 G01 F150 MEAS=1 X=R21+10
N25 IF $AC_MEA[1]==0 GOTOF ALARM
N30 STOPRE
N35 R11=$AA_MW[X]
N40 G01 X=R21 F800
N45 GOTOF END
N50 ALARM:
N55 MSG("juli chaoguo 10.00mm")
N60 M00
N65 END:
N70 M17
%_N_L1002_SPF
;$PATH=/_N_MPF_DIR
;-X 測量
N05 STOPRE
N10 SPOS=180
N15 R21=$AA_IW[X]
N20 G01 F150 MEAS=1 X=R21-10
N25 IF $AC_MEA[1]==0 GOTOF ALARM
N30 STOPRE
N35 R12=$AA_MW[X]
N40 G01 X=R21 F800
N45 GOTOF END
N50 ALARM:
N55 MSG("juli chaoguo 10.00mm")
N60 M00
N65 END:
N70 M17
%_N_L1003_SPF
;$PATH=/_N_MPF_DIR
;+Y 測量
N05 STOPRE
N10 SPOS=270
N15 R21=$AA_IW[Y]
N20 G01 F150 MEAS=1 Y=R21+10
N25 IF $AC_MEA[1]==0 GOTOF ALARM
N30 STOPRE
N35 R13=$AA_MW[Y]
N40 G01 Y=R21 F800
N45 GOTOF END
N50 ALARM:
N55 MSG("juli chaoguo 10.00mm")
N60 M00
N65 END:
N70 M17
%_N_L1004_SPF
;$PATH=/_N_MPF_DIR
;-Y 測量
N05 STOPRE
N10 SPOS=90
N15 R21=$AA_IW[Y]
N20 G01 F150 MEAS=1 Y=R21-10
N25 IF $AC_MEA[1]==0 GOTOF ALARM
N30 STOPRE
N35 R14=$AA_MW[Y]
N40 G01 Y=R21 F800
N45 GOTOF END
N50 ALARM:
N55 MSG("juli chaoguo 10.00mm")
N60 M00
N65 END:
N70 M17
以上所編製(zhì)的子程序具有結構簡單,通用(yòng)性強的特點。對於任意相似零件的測量工作也有很好(hǎo)的實用性。首先根據測量點定位好主軸位置,為確保檢測精度,每次測量都要以測頭的同一點進行,這樣可以把誤差降到最(zuì)小。自動記錄主軸位置並進行檢(jiǎn)測,在10mm 距離內完成測量,如果(guǒ)超出範圍(wéi)將提示“距離超過10.00mm”程(chéng)序停止。如果在10mm 距(jù)離內完成測量,將自動記錄數(shù)據到R 參數裏麵。之後在X、Y 坐標軸上完成其餘方(fāng)向的測量工作。
2.2 用於測量的主程序
%_N_1000_MPF
;$PATH=/_N_MPF_DIR
;R3===內孔(kǒng)直徑
;R5===測量孔中心X
;R6===測量孔中心Y
;R7===測(cè)量孔(kǒng)直徑X
;R8===測(cè)量孔直徑Y
N10 G00 Z25 W0
N15 G00 X0 Y0
N20 G01 Z-10 F800
N25 R4=(R3/2)-8
N30 G01 X=R4 Y0 F800
N35 L1001 P1
N40 R31=R11
N45 L1001 P1
N50 R41=(R31+R11)/2
N55 R11=R41
N60 G01 X=-R4 Y0 F800
N65 L1002 P1
N70 R32=R12
N75 L1002 P1
N80 R42=(R32+R12)/2
N85 R12=R42
N90 G01 X0 Y=R4 F800
N95 L1003 P1
N100 R33=R13
N105 L1003 P1
N110 R43=(R33+R13)/2
N115 R13=R43
N120 G01 X0 Y=-R4 F800
N125 L1004 P1
N130 R34=R14
N135 L1004 P1
N140 R44=(R34+R14)/2
N145 R14=R44
N150 R5=(R11+R12)/2
N155 R6=(R13+R14)/2
N160 R7=R11-R12+6
N165 R8=R13-R14+6
N185 M30
對於每一個(gè)孔分(fèn)別調用一次子(zǐ)程序,來完成每個孔的測量工作,之後在數控麵板中找出相應R 參數(shù)的數值,根據數(shù)控係統中所記錄的數據進行比對、分析。最後根據所分析的(de)數值來調整工件坐標原點,使之滿足設計要求,再進行精(jīng)鉸銷孔的工作。
3 結(jié)語
由此可見,在程序中能夠實現自動(dòng)測量。有些R 參數直接在圖紙上就查到,這些R 參數都是固定的並(bìng)存(cún)儲在機床(chuáng)中,調用子(zǐ)程序編程十分方便。通過這種編程方(fāng)法,提(tí)高了轉子數控加工程序的準確性和工作效率。通過該項目研究,積累了經驗,能夠滿足(zú)產品質量及設計要求,這(zhè)些經驗在整個大件數控加工中得到了推廣應用。
此測量程序采用了數控(kòng)係統中的自由編程語言,通過係統數據交換方式控製加工過程。這種通用子程序的(de)開發,與西門子公司提供的(de)通(tōng)用子程序具有同樣技術水(shuǐ)平,在大型、高精度零(líng)部件的加工中更具有實用價(jià)值。
如果您有機床行(háng)業、企業相(xiàng)關新聞稿件(jiàn)發表,或(huò)進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

