
從中國機加(jiā)工行業的情況來看,通用(yòng)設備仍占有(yǒu)舉足輕重的地位。由於高精度設備、精密(mì)儀器(qì)造價高(gāo),高精度零件的加工(gōng)不可能都在精密設備上完成。因(yīn)此,仍需掌握利用通用設備加工高精(jīng)度零件的(de)方法。
1 高精(jīng)度零件加工實例(lì)
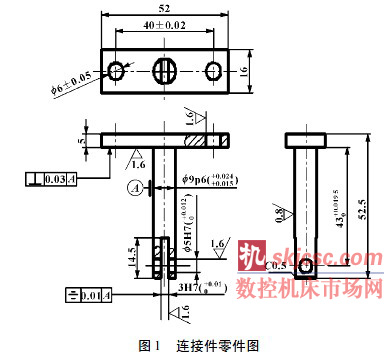
利用通用設備加工零件,往往采用常見加工方(fāng)法就能滿足零件精度要求。但對於高精度要求的零件,要加工出(chū)符合要求的零件,就必須采(cǎi)用特殊加工方法。如圖(tú)1 所示的連接件(jiàn),該零件雖然結構簡(jiǎn)單,但某些尺(chǐ)寸精度和位置精度要求較高,如: 兩個6 孔的間距為40 ± 0. 02,且應沿軸9p6 的軸線對稱; 孔5H7 的位置尺寸為43 + 0. 019 50,且要保證該孔軸線與6 孔(kǒng)軸線間(jiān)的垂直(zhí)關係。要加工出(chū)合格產品,就必須注意加工的方式與方(fāng)法。現以該零件為例,介紹一些特殊加工方法。
2 零件加工工藝分析(xī)
從(cóng)零件結構上分析(xī),該零件由尺寸相(xiàng)差較大的兩部分組成。為避免材料浪(làng)費,在零件強度允許的情(qíng)況下可采(cǎi)用焊接的方式使零件成形(xíng),各邊尺寸留一定的加工餘量,並在焊接後采用熱處理消除內(nèi)應力。成形後軸9 外形及端麵(miàn)采用車削加工完成,考慮到對軸的尺寸精度、表麵粗糙度要求較(jiào)高,且(qiě)將作為後續工序的基準,在車削後安排一(yī)道磨削工序。矩形麵、孔、槽的加工可統一在立(lì)式銑床上完成。
3 保證零(líng)件精度的方法
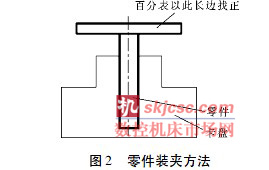
該零件的(de)所(suǒ)有(yǒu)工序中,銑削精加工較難達(dá)到精度要求,在加工過(guò)程中必須注意加工的方式與方法(fǎ)。3. 1 52 × 16 矩形麵及(jí)6 孔的加工在立式銑床上加工52 × 16 矩形麵(miàn)及兩個6 孔(kǒng)時,零(líng)件的(de)裝夾方法如圖2 所示(shì)。為保證加工(gōng)後矩形麵外形正確,裝夾後(hòu)一定要用百分表打(dǎ)表檢測零件長邊是否(fǒu)為水平(píng)放置。該零件加工難點在於(yú): ①矩形(xíng)麵與兩6 孔(kǒng)都應與軸9 的軸線對稱; ②兩6 孔間(jiān)距40 ± 0. 02 尺寸(cùn)精度要求較高。
3. 1. 1 保(bǎo)證對稱要求
一般加工矩形(xíng)麵及孔(kǒng)的方法: 用基準工(gōng)具或刀具等靠(kào)矩形麵的長邊及短邊,找出矩形麵的中心位置,再以(yǐ)該(gāi)位置為基準加工矩形麵及(jí)兩6 孔。但對該零件不能采用此方法,原因在於加工時沒有與(yǔ)軸9 結合起來,不能滿足矩形麵與兩6 孔相對於9 軸線(xiàn)的對稱要求。為達到(dào)此要求,在找中心時不應找矩形麵的中心,而應(yīng)找軸(zhóu)9 的軸心。通常作法(fǎ)為: 在機床主軸上安裝百(bǎi)分(fèn)表( 若零件要求極高采用千分表) ,使(shǐ)百分表測頭靠在軸9 的圓柱(zhù)麵上。旋轉主軸過程(chéng)中觀察百分(fèn)表表(biǎo)盤內指針跳動情況,若無跳動,表明主軸軸心與軸9 軸心重合(hé),即找(zhǎo)到了(le)軸9軸心。當然,指(zhǐ)針跳動是不可能完全消除的,應根據零件精度要求(qiú)來控製指針跳動量大小。對(duì)稱度要求越高,允許跳動量越小。
然而,該零件9 軸上端有一矩(jǔ)形麵,用上(shàng)述方法找中心時,矩(jǔ)形麵會擋住(zhù)百分表無法正常檢測。為解決此問題,在找軸心時,可用(yòng)一基準(zhǔn)棒代替零件。
即先(xiān)將基(jī)準棒安裝於卡盤上,利用百分表找出基(jī)準棒軸心位置,再卸下基準棒安裝零件於卡盤(pán)上加工。采用此方法缺點(diǎn)是出現基準棒軸心與(yǔ)零件軸心不重合(hé)的定(dìng)位誤差。卡盤定位精度越低,定位誤差越大。因此該方法對卡盤定位精度要求較高,最好使用軟爪裝夾。
3. 1. 2 保證孔距
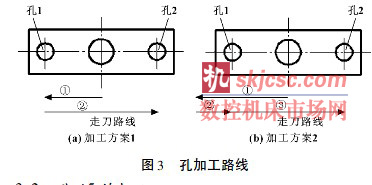
加工兩孔時,常用的走(zǒu)刀路線(xiàn)如圖3( a) 、( b)所示。若采用圖3( a) 所示加(jiā)工路線,由於機床(chuáng)存在一定反向間隙(xì)誤差,加工孔1 與加工孔2 的走刀方向不一致,將導(dǎo)致孔距40 ± 0. 02 不一定能滿足公差要求。采用圖3( b) 所示走刀路(lù)線(xiàn)可消除反向(xiàng)間隙誤差(chà),保證孔(kǒng)距尺寸精度(dù)要求。但圖3( b) 中,走刀路線1與2、3 方向相反,將使兩(liǎng)孔相對於9 軸線的對(duì)稱精度降低,在對稱度要求較高的情況下仍無法使用。該零件可采用旋轉加工的方法,在加工完一孔後(hòu)利用(yòng)回轉工作台將零件旋(xuán)轉180° 再加工另一孔。這樣,刀(dāo)具在加工兩孔的過程中沒(méi)有產生運動(dòng),零件精度完(wán)全由(yóu)回轉精度來保證。而對回轉精度影(yǐng)響(xiǎng)最大的是(shì)零件軸線與回轉工(gōng)作台軸(zhóu)線間的(de)重合度,在(zài)加工(gōng)前一(yī)定要進行檢測。具體作法為: 將百(bǎi)分表固(gù)定於機(jī)床立柱,測頭靠在圓柱麵上,旋轉工作台,若(ruò)百分表指(zhǐ)針無跳動即表明零件軸線與回轉工作台軸線重合。
3. 2 孔5 的加工
3. 2. 1 裝夾方法
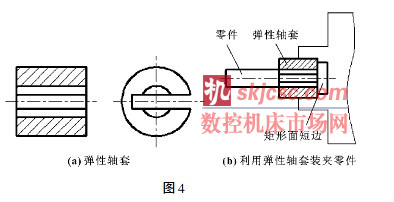
在立式銑床上加工孔5 時,零件軸線應水平放置,用卡盤裝夾。若直接夾持52 × 16 矩形麵,由於可夾持長度較短且伸出部分較長,將導致裝夾不牢靠。為此,可(kě)製作圖4 ( a) 所示彈性軸套(tào)進行裝夾,軸套外徑(jìng)略大於矩形麵寬度,內孔與軸9 為間隙配合。具體裝夾方(fāng)法如圖4( b) 所(suǒ)示。
3. 2. 2 裝夾定位
為保證孔5 軸線與孔6 軸線間的垂直關係,裝(zhuāng)夾時一定(dìng)要注(zhù)意方向性。針對該零件,隻要保(bǎo)證(zhèng)短邊垂直或兩孔中心連線水平即可滿足要求。具體方法有: ①利用角尺檢測短邊是否垂直; ②將百分表測頭靠在短邊上(shàng),垂直移(yí)動百分表檢測短邊是否垂直; ③先將百分表測頭(tóu)大致移到與孔6 最低點等高處,再分別(bié)讀出百分表(biǎo)指針在兩(liǎng)6 孔最低點處的數值,若兩數值相(xiàng)同(tóng)即表明兩孔中心連線水平。
這些方法中,方法①依靠操(cāo)作者目測,定位精(jīng)度最低,但操作簡(jiǎn)單、方(fāng)便(biàn),通常用(yòng)於粗加工。方法②、③精度(dù)較高,但操(cāo)作起來比方法①麻煩,通常用於半(bàn)精加工(gōng)與精加工。
該零件的精加工應采用(yòng)方法③,而不能采用方法②。原因(yīn)在於(yú)短邊隻有16 mm,打表長度(dù)有(yǒu)限,打表後定位精度仍無法保證。而采用(yòng)方法③前,一(yī)定要保證用於打表的(de)兩6 孔有較高(gāo)的尺寸精度及表麵粗糙度。若兩孔直徑不一致或打表麵凹凸不(bú)平,都不能保證兩孔中心連線(xiàn)水平。
3. 2. 3 孔加工
加工孔時,由於對孔的粗糙度與尺寸精(jīng)度要求較高,應采用“點鑽—鑽孔—擴孔—鉸孔”的加(jiā)工步驟,且鉸孔(kǒng)分兩次進行。此外,加工(gōng)孔時一定要保證主軸位於9 軸最(zuì)高點的正上方,具體作法(fǎ)為: 將百分表固定於機床主軸,將測(cè)頭(tóu)靠在圓柱麵上,前後移動(dòng)主軸觀察指針擺動情況。指針擺動到最大值時,表明主軸(zhóu)位於最高點的正上方。
該孔最難滿足的精度要求是位置尺寸43 + 0. 019 50 。
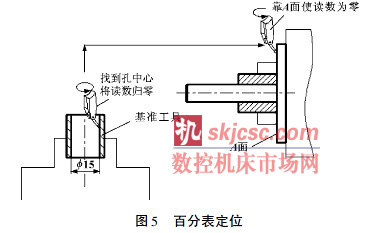
若按普通對刀加工方法進行,由於對(duì)刀誤差及間隙誤差等的(de)存在,加工出零件將(jiāng)無法滿足要求。可采(cǎi)用百分表定位的(de)方法。具體操作步驟為: ①如圖5 在工(gōng)作台上左方安裝一基準工具,其孔徑(jìng)為標準的15 mm ( 可選擇任何尺寸的標準孔) 。②將百分表(biǎo)安裝於主軸上,移動主(zhǔ)軸使百分表測頭伸入標準孔內,旋轉主(zhǔ)軸並調整其位置,找到標準孔中心( 旋轉主軸時表盤內指針無跳動處) 將百分表表盤讀數歸零。此時表明指針指向零點時,測頭(tóu)到主軸中心(xīn)的距離(lí)剛好為標準孔半徑7. 5 mm。③向右移(yí)動主軸,使其測(cè)頭靠上A 麵。④邊向左移動主軸邊旋轉主軸,當百分表指針最大讀數為0 時,表明主軸到A 麵距離為7. 5 mm。
⑤主軸再向左移(yí)動( 43 - 7. 5) mm 進(jìn)行孔加(jiā)工,便能保(bǎo)證孔位置尺寸43 + 0. 019 50 。該方法中,由於步驟④、⑤主軸移動方向相同,消除了機床的反向間隙,因此更能提高定位(wèi)精度。
3. 3 槽的加工
為(wéi)保證加工5 孔時的剛性,槽的加工應安排在5 孔加工完成後進行。裝夾方法與(yǔ)加工5 孔(kǒng)時一樣,采用鋸(jù)片銑刀加工。為保證粗糙度與尺(chǐ)寸精度要求,應采用粗、精加工分開的加工方法。精(jīng)加工時,為保證槽對稱度要求,仍應(yīng)采用旋轉加工方法,即加工完一麵後將零件旋轉180°加工另一麵的方法。
4 小結
機床精度是加工出(chū)高精度零件的先(xiān)決條件,但通過使用合適(shì)的加工方法,可大大減小加工誤差,加工出合格產品。針(zhēn)對不同零件選用不同加工方法是非常重要的。通過上述連接件加工實例,可掌握各種不同的加工方法,並在加工中根據實際(jì)情況靈活應用,選擇最好的加工方法。
如果您有機(jī)床行(háng)業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








