
據美國工業有害廢物來源統計表明: 在工業化生產中金屬加工業產生的廢料約占工業廢物來(lái)源的5 % , 排第4 位。同時, 切削加工中切(qiē)削液的處理(lǐ),既(jì)會(huì)增加成本, 又會造成環境汙染。據美國企業的統計, 在切削加工采用集中冷(lěng)卻的係統中, 切(qiē)削液占總加工成本(běn)的14% ~ 16% , 刀具成本(běn)隻占(zhàn)2% ~4%。據測算, 如果20%的(de)切(qiē)削加工采用幹式加工,總的加工成本可降(jiàng)低1. 6% , 同時帶來的是減少對廢切削液的處(chù)理以及(jí)減少對環境的汙染。因此, 采用幹式切削技(jì)術是金屬切削加工的發展趨勢之一,體現(xiàn)了社會可持續發(fā)展的呼喚——綠色製造。近年來, 特別是工業發達國家(jiā), 非常重視幹式切(qiē)削, 為了貫徹(chè)環境保護政策, 更是大力研究、開發和實施這種(zhǒng)新(xīn)型加工方法(fǎ)。到2003 年, 德國製造(zào)業已有20%機床上采用了幹(gàn)式切削技術, 日本(běn)也非常重視(shì)幹式切削(xuē)技術的研究(jiū)及推廣應用(yòng), 取得了一(yī)定的成果。而國內, 對幹式切削(xuē)技術的(de)研究目前(qián)還處在初期階段, 並僅應用於一般切削加工中, 為了順應世界切削技術的發(fā)展趨勢, 深孔(kǒng)加工也應加快對幹式切削技術(shù)的研究, 有(yǒu)必要將幹式(shì)切(qiē)削技術應用於深孔(kǒng)加工中, 以提高經濟效益及減小其對環境的汙染。
1 深孔切削(xuē)加工中的潤滑冷卻
由於石油、航(háng)空、軍(jun1)工、以及工程機(jī)械等行業大量使用深孔類零件。因此, 這些行業的製造廠(chǎng)一般都建有具有一定生產規模的深孔加工車(chē)間, 每年都有較大的深孔加工零件的生產批(pī)量及(jí)產值。
深孔加工難度較大(dà)、技術含(hán)量較高、專業化較強(qiáng)、加工成本較(jiào)高。深孔加(jiā)工不同於傳統的用(yòng)麻花(huā)鑽鑽(zuàn)孔(kǒng)的加工方式(shì), 一(yī)般要采用專用的深孔鑽頭( 如槍鑽、內排屑深孔鑽等, 專用的(de)深孔加工機床。在加工中, 要使(shǐ)用大量的循環切削液( 如深孔(kǒng)切削液、切削(xuē)油、機油等) , 用切削液來完成排屑及冷卻潤滑(huá)刀具, 消(xiāo)耗量(liàng)較大( 主(zhǔ)要被切屑(xiè)帶走) ; 尤其是中、大直徑(jìng)的深孔加工( 孔徑d ≥Φ30mm, 主要是使用內排屑深孔鑽頭) , 所消(xiāo)耗的切削液(yè)成本約占到總加工成本的15% ~ 20%。切削液的使用, 還會對(duì)加工場所造成油汙染, 而帶油切屑的處理, 又會造成對空(kōng)氣及環境的汙染。因此(cǐ)如何降低成(chéng)本及減少環境汙染,是深孔加工技術研究的一個重要課題(tí)。
2 亞幹式深(shēn)孔加工方案的選取
在深孔加工中, 由(yóu)於單位時間內所產生的(de)切屑量大, 切削溫度高, 並處於封閉式加工狀態, 因此及時順利(lì)地排屑及冷卻潤滑刀具(jù)是深孔(kǒng)加工的(de)必(bì)備條(tiáo)件。所(suǒ)以在深(shēn)孔加工中, 主要采取措施, 使切削油產生(shēng)衝刷力或吸力或(huò)衝(chōng)力和吸力的綜合作用來完成排屑和冷卻潤滑。
而對於幹式切削, 目前國內外所研究(jiū)和經常采用的方法有(yǒu): 風冷卻、液氮冷(lěng)卻、亞(yà)幹式切削(xuē)、水蒸氣冷卻以及低溫射流等冷卻潤滑技術, 這些方法的應用, 都有著(zhe)良好的(de)切削效果。但從所查詢的資料看,基本上都是應用(yòng)於(yú)車削或銑削加工中, 未見有應用(yòng)於深孔加(jiā)工中的報道。
深孔加工的切削狀態更加惡劣, 切削力更大, 排屑難度(dù)遠大於普通車削和銑削加工。因此, 上述這些(xiē)方法是否適用於深孔加工, 如何選擇一(yī)種合理(lǐ)且適用於(yú)深(shēn)孔加工的潤滑冷卻方法是我們采(cǎi)用幹式深( 即(jí)完全幹式) 在目前技術條件下還難以實現, 這是由於深孔(kǒng)加工中刀具是依靠導向塊完成自導(dǎo)向作用, 而導向(xiàng)塊與孔壁之間會產生較大的摩擦(cā)。在普通深孔鑽削中, 切削油會在導向塊與孔壁之間形成一油膜, 起潤滑作用, 減小導向塊的摩擦。如(rú)無油膜, 導向塊將會很快磨損和撕裂, 從而造成切削振動及打刀。另外, 深孔加工中產生的切削熱遠大於普通(tōng)車削加工, 並且又不(bú)能采用普通幹式車削(xuē)加(jiā)工中通過提高切削速度以(yǐ)加快散熱的方法( 會造成無法排屑及刀具急劇磨損) 。
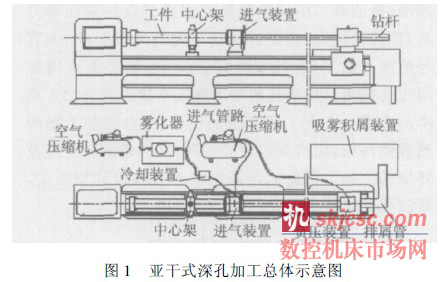
因此, 在當前技術(shù)條件下, 選(xuǎn)擇亞幹式切削方式進行(háng)深孔切削(xuē)加工的研究, 即(jí)采用將部分切削液霧化並與氣體形成氣油混合或氣液( 水基) 混合(hé)的(de)方式進行潤滑冷卻。根據對常用的幹式、亞(yà)幹式切削技術特點分析(xī), 結合深孔加工的特點(diǎn), 擬采用低溫冷風法冷卻和油氣(qì)噴射法潤滑冷卻相結合, 提出低溫冷風油霧噴射法亞幹(gàn)式深孔切削加工方法(fǎ), 其加(jiā)工係統如圖1 所示。
3 亞(yà)幹式深孔加(jiā)工的(de)關鍵技術及解決方法
3. 1 亞幹式深(shēn)孔加工的冷卻潤滑排屑方法
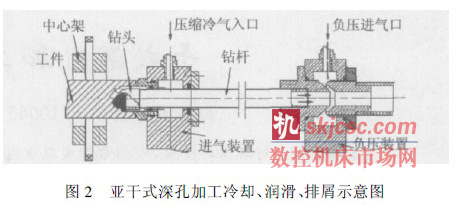
低(dī)溫冷(lěng)風油霧噴射法亞幹式深孔切削加工(gōng)方法的基本原理是將壓縮空(kōng)氣通過冷卻裝置(zhì)冷卻到- 10 e ~ - 40 e , 通過深孔鑽床上的進氣( 授油器) 裝置將高壓冷風經鑽(zuàn)杆外壁和被加(jiā)工孔孔壁(bì)之間輸送到鑽頭的切(qiē)削部位, 冷卻深孔鑽並將鑽削切屑從鑽杆內孔向後排出。為了潤(rùn)滑刀具, 還在進氣裝置進風口處裝了一個微量油霧化裝置, 使得壓縮冷風夾(jiá)帶著霧化油粒進入切削區, 起到潤滑鑽頭及形成油膜(mó)的作用。同時為加快切屑的排出, 在(zài)鑽杆聯結(jié)器中, 設計有負壓裝置, 由另一空氣壓縮機將空氣(qì)壓入負壓裝置, 在鑽杆尾部產生(shēng)一個(gè)負(fù)壓(yā)區, 從而對鑽杆孔(kǒng)中的切(qiē)屑(xiè)產生向鑽杆尾部的吸力, 使切屑(xiè)在前推後吸的作用下加快流動, 如圖2 所示。這相當於濕式深孔(kǒng)加工(gōng)技術中(zhōng)成熟應用的DF 係統。應用該方法所要(yào)解(jiě)決的關鍵技術主要有:
1) 大容量低溫冷(lěng)風技術, 可快速製冷並提(tí)供較(jiào)大容量的(de)冷風( 應有比幹式車削時更多、更大壓(yā)力的冷風(fēng)) 。
2) 油( 液) 霧化技術(shù), 可產生較大噴射力的霧化油, 並與冷風混合後仍具有良好的霧化潤滑作用。
3) 低溫油氣混合物(wù)的輸(shū)送(sòng)技術, 應有(yǒu)輸送效果好、深孔加工鑽削(xuē)區可得(dé)到霧化的良好的油氣潤滑和排屑能力(lì)。
3. 2 亞幹(gàn)式(shì)深孔加工的鑽削(xuē)刀具技術
在深孔(kǒng)加工(gōng)中(zhōng), 鑽削刀具的切削條件要比普通(tōng)車削惡劣得多(duō), 其切削力(lì)較大、切削溫度較高, 並且由於(yú)是封閉式加工, 刀具(jù)的磨損較快, 且容易堵屑。因此, 通常不(bú)宜采用(yòng)高速大進給的切削(xuē)加工方法( 幹式車削加工所(suǒ)采用) , 以免刀具磨損過快及排屑不暢。在普通深(shēn)孔加工中, 加工鋼類零件一般采用YT 類刀片材料( 如YT798, YW1 等) , 加工鈦合金則采用YG 類材料(liào)( 如YG8 等) , 這兩(liǎng)類材料基本可滿足加工要求, 並(bìng)有著良好的加工(gōng)效果。而對(duì)於亞幹式深孔加工而言, 刀具( 內排屑深孔鑽頭) 所承受的切削溫度更高, 其刀片應(yīng)具有更優良的耐熱性及耐磨性, 因(yīn)此普通的刀片材料可能無法滿足加工要求(qiú), 這就要求選用更(gèng)高耐熱性(xìng)的刀片材料( 如YD15等) , 並進行切削試驗以(yǐ)優選出合理的刀(dāo)片材料。
亞幹式鑽削(xuē)刀具的關鍵技術有:
1) 刀片(piàn)材料的優選, 既要有良好的耐熱性及耐磨性, 又要有一定的抗衝擊強度, 同時還應具有良好的性價比及可實用性。
2) 鑽頭幾何參數的設計, 應充分(fèn)考慮亞幹式切削及深孔加(jiā)工的特(tè)點, 合理選擇幾何參數。
3) 進行亞幹式深孔的鑽削試驗(yàn), 以不同切削條件下的鑽削試驗來測試(shì)和確定刀具的切削性能。
3. 3 適於亞幹式深孔加工的切削(xuē)液的研究
在幹(gàn)式深(shēn)孔加工中如果完全不使用切削液, 其加工難度非常大(dà), 且刀具會產(chǎn)生急劇(jù)磨損。因此(cǐ), 應考慮采(cǎi)用少量切削油或切削液, 在進行了(le)霧化處理後(hòu)與冷風混合輸送到切削區, 冷卻潤滑刀具(jù)。這就要求切削油( 液(yè)) 具有(yǒu)良好(hǎo)的霧化效果以及可以形(xíng)成有極壓性能的油膜(mó)。為此(cǐ), 也就提出了適應於亞幹式深孔加工的切削液的研究問題。由於深孔加工的加工特點, 導(dǎo)向塊與孔(kǒng)壁之間摩擦較(jiào)大, 因此應具有一定的油膜和潤滑層以減少導向(xiàng)塊的磨損。普通的水基切削液( 無論是國內還是國外生產的) 經普通深孔加工試驗均無法滿足這一要求(qiú), 雖(suī)然它們的(de)霧化及(jí)冷卻效果很好。而油類切削液( 專用深孔切削油或機械油(yóu)) 雖能滿足油膜及潤滑(huá)的要求, 但(dàn)其霧化效果欠佳。因此, 研究一種既可形成油膜又有良好霧化效果的混合型深(shēn)孔切削液是實現亞幹式深孔加工的必要條件之一。
亞幹式深孔加工切(qiē)削液的關鍵技術有:
1) 切削液配(pèi)方的研製, 可針對幹式(shì)深孔加(jiā)工的特點, 添加相(xiàng)應的極壓添加劑, 並能實現良好的霧化(huà)效果。
2) 切削液的試驗分析, 主要從刀具(jù)耐用度(dù)、可霧化性以及實用性等方(fāng)麵進行試驗(yàn)分析研究。
3. 4 亞幹式(shì)深孔加工切(qiē)削性能的測試(shì)及分析
在亞幹(gàn)式深孔加工中, 由於(yú)冷(lěng)卻及排屑方式與濕式深孔加工發生變化, 因此其切削機理及刀具的切削性能(néng)也都會發生變化, 可通過兩種方式的對比測試來進行分析。主要采用檢測在各種切削條件下及加工不同材料的切削機理變化, 並與濕式深孔加工方式下的切削力進行對比分(fèn)析, 測試內容包括切削力( 扭矩及軸向力) 、斷屑及排屑效果以及(jí)刀具耐用度等方麵, 同時還應對工件內孔表麵進行質量檢測及對比分析(xī)。
為了能更好(hǎo)的推(tuī)廣(guǎng)及應用(yòng)亞幹式深孔加工技術, 還應對亞幹式深孔(kǒng)加工的綜合效益進行(háng)測試及分析, 其主要從兩方麵內容(róng)進行: 一是從長期的經(jīng)濟效益(yì)上衡量, 包括前期的設備投入、後期切削油的減少使用、刀具成本的增減、能耗的增減; 二是從社會效益方麵分析, 包括(kuò)工(gōng)作環(huán)境的改善、操作人員的勞動保護、切屑處理的費用、對環境的汙染等。
4 結(jié)語
亞(yà)幹(gàn)式深孔加(jiā)工與傳(chuán)統深孔加工方法相比不(bú)僅能減小深(shēn)孔加工的能耗, 降低加工成本(běn), 提高綜合效益, 而且能減小對工作場所及環境的汙染。隨(suí)著(zhe)環保意識(shí)日益提高, 人們越來越重視(shì)各種節能技術, 該技術必然有著廣闊的推廣應用前景。
如果您有機床行業、企業相(xiàng)關新(xīn)聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

