
1 機床結構概述(shù)
VMC0656e 是沈陽機床股(gǔ)份有限公(gōng)司2010 年開發的一款門式五軸加工中心(xīn),該機床(chuáng)采用龍門動橫梁式結構,直線軸(zhóu)X、Y、Z 采用電機直連,A、C 軸耳擺式工作台。根據用戶要求可以選配SIMENS -840D 係統,FANUC - 31i 係統同時也可選擇國產數控係統。
2 刀庫工作(zuò)原理
VMC0656e 配備台灣基輔生產的(de)LC0140 -020SZ101 - 02 型刀庫( 符(fú)合ISO - 9001) ,最大容量20 把,單把刀具要求滿刀時最大半徑75mm,最大(dà)長度250mm,最大重量8kg。刀庫外形為(wéi)跑道型並采用鏈(liàn)子將各個刀套聯結在一起,刀(dāo)庫的回轉運動由帶(dài)抱(bào)閘(zhá)的三相(xiàng)異步電機作動力源,三相電源通過交流(liú)接觸器提供給電機時抱(bào)閘自動打開,然後刀庫進行旋轉,切斷電源則抱閘閉鎖,刀庫立刻停止運(yùn)動。
刀庫中刀套按照T 代碼的(de)指令(lìng)運轉到換刀位置,進行刀具交換(huàn)。在機床工作過程中刀具按著指令由主軸直接抓取。實際上述條件除了(le)刀具安裝尺寸等機械方麵達到要求外,尤為重要的是(shì)數控係統如何保證機床換刀過程的完成(chéng)。
3 換刀過程及(jí)對電氣係統的要求
由於VMC0656e 為緊湊型高速加工(gōng)中心,在設計(jì)初期為了進一步提高其加工效(xiào)率,我們決定采用無機械手換刀方式,這種方式更為簡單而且快速,在機床工作結束時,由主軸將刀具直接插回刀套,然後進行選刀,再由主軸直接抓刀繼續工(gōng)作。
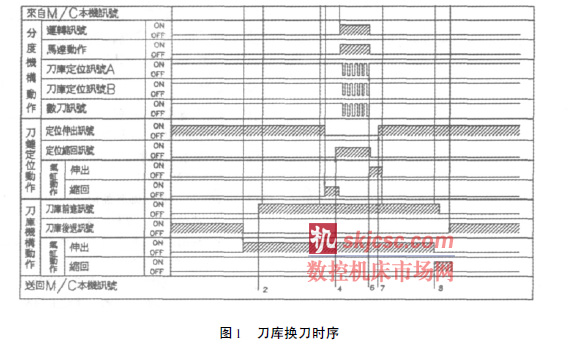
在基輔LC0140 - 020SZ101 - 02 型(xíng)刀庫中提供了刀庫換(huàn)刀的時序圖,如圖1 所示,電氣動作時序圖說明:
1) 選刀啟動( 為(wéi)正、反(fǎn)轉就(jiù)近選刀啟動) ;
2) 計數及定位(wèi)信號( 使(shǐ)電機定位(wèi)停止) ;
3) 刀(dāo)鏈(liàn)定位銷伸出和縮回( 當刀鏈停止轉動時伸出,當刀鏈旋轉時縮回) ;
4) 刀庫(kù)伸出和縮回(huí)( 當選刀過程結束控製刀庫伸出和縮回) 。
4 自(zì)動換刀過程的(de)實現
4. 1 西門子刀具管理原理簡述
為了達到一次裝夾實現多工序加工的目的,現在的數控(kòng)機床大部份配(pèi)備了交換(huàn)刀(dāo)具係統,這樣,數控係統需要(yào)知道這些刀具的幾何尺寸,還有刀具(jù)在刀庫裏的具體位(wèi)置。為了(le)適應工廠自動化生產的更高要(yào)求,有時還需要對刀具的加工時間或者是加工件數進行監控,當達到刀具的加工壽命時,係統會提示操作(zuò)者更換刀具,避免因為刀具的磨(mó)損(sǔn)而(ér)造成批量廢品。在自動化(huà)程度更高的機床上,還可以為一些刀具配備一把或幾把類似的刀具,叫做姊妹刀,當某把刀具達到加工(gōng)壽(shòu)命時,係統會自動挑選它的姊(zǐ)妹刀(dāo)來代替(tì),這樣能保證加工的連續(xù)運行,上述這些功能統稱為刀庫(kù)管理功能,西門子840D 係統可以選配刀庫管理功能(néng)。
在沒有(yǒu)刀庫管理功能時,係統隻是管理刀具數據,主要是刀具的幾何尺寸(cùn),當需要交換刀具(jù)時,係統會通過通道的接口信號通知PLC 需要更換的新刀具號,PLC 控(kòng)製刀具換刀動作,當動作完成後,通知NC。具體接口信號如下:
DB21. DBX61. 0T 碼改變,當NC 遇到一個新(xīn)的T 指令時,該信號有效,信號隻持續一個PLC 周期; DB21.
DBW118T 碼的值(zhí),也就是要交換的新刀號的值,該信號在新(xīn)的刀號來之前一直有效。
4. 2 HMI 的調整
對於HMI 來說(shuō),不需要對刀庫管理進行特殊的設置,隻要係統刀庫管理功能生效以後,係統會自動用帶刀庫管理功能的操作畫(huà)麵來代替(tì)標準的刀(dāo)具參數顯示畫(huà)麵,在這個畫麵裏既能顯示刀庫裏刀具的情況,也能顯示緩(huǎn)衝區裏麵的刀具情況,還可以選擇顯(xiǎn)示所有的刀具列(liè)表,對刀(dāo)具進行管理,比如裝載和卸載,是(shì)定點(diǎn)換刀還是(shì)隨(suí)機換刀,常規的刀沿尺寸修改,刀具位置的重新分配等。
4. 3 NCK 的調整
西門子- 840D 數控(kòng)係(xì)統的刀庫(kù)管理是一個選項,需(xū)要激活該選項功(gōng)能。由於刀庫(kù)管理(lǐ)需要占用一(yī)些內存,需要在係統裏麵預留相應的內存,主要相關參數如下:
MD18080 係(xì)統刀庫管(guǎn)理參數,對整個係統而言;
MD20310 通道刀庫管理參數,僅對相應(yīng)通道(dào)而(ér)言,一般設置成和MD18080 一樣(yàng)其中比較重要的設置位: Bit 0 刀庫管理功能是否有效; Bit 1 刀具監(jiān)控功能是否(fǒu)有效; Bit 3 是否考慮(lǜ)鄰近刀座; Bit 4 PLC是否(fǒu)能要求新的修改參數後的預選刀具指令一般的刀庫管理功能,這四位都需要置上(shàng),所以(yǐ)至少(shǎo)為BH;
MD18084 係統管理刀庫數量,要包含虛擬刀庫,所以至(zhì)少為3;
MD18086 係統管理刀座數量,要包含虛擬刀座,> = 實際刀座數+ 5;
MD18082 係統管理(lǐ)的刀具數,一般要大於實際的(de)刀座數(shù); MD18100 係統管(guǎn)理的刀沿數,一(yī)般要大於係統管理的刀具數。
以上參數的修改都(dōu)會涉及到內存(cún)的重新分配(pèi),所(suǒ)以(yǐ)修改後要立即( 不要下電和NCK 複位) 做一個NC 數據的備份,再回裝回來,這樣NCK 的刀庫管理功能就急活了。
刀庫的建立,通(tōng)過以上參數的設定,係統隻是為刀庫管理預留了相應的(de)空間,但(dàn)對於刀庫的特征 ( 比如刀(dāo)庫的類型,實際刀座的數量,虛(xū)擬刀座的數量等) 需要通(tōng)過對刀庫管理係統變量(liàng)來定義,係統可以通過傳輸一個刀庫定義文件來對係統變量賦值,也可(kě)以通過執行一個子(zǐ)程序來對這些(xiē)變量賦(fù)值,對於HMI_ADVACED 來說,可以在(zài)啟動菜(cài)單裏通過圖(tú)形交互形式生(shēng)成一個刀庫的(de)配置文件,對PCU20而言,隻能通過編輯器來編輯刀庫定義文件,附件裏有一個刀庫定義文件,裏麵主要包含以下幾個信息:
$ TC_MAP1[0]= 0 刪除原來有關刀庫的(de)數(shù)據;
$ TC_DP1[0,0]= 0 刪除原有刀具數據(jù);
$ TC_MAP1[n]刀庫(kù)的(de)類型實際的刀庫類型一般有兩種,鏈式刀庫和車床用的刀塔;
$ TC_MAP7[n]刀座的數(shù)量n 表示刀(dāo)庫號;
$ TC_MAMP2 刀具(jù)和空(kōng)刀座搜索策略;
$ TC_MAP3[1]實際刀庫狀(zhuàng)態,隻有激活後該刀庫才能使(shǐ)用;
$ TC_MP1[n,m]、$ TC _MP2[n,m]、$ TC _MP3[n,m]、$ TC_MP4[n,m]、$ TC_MP5[n,m]定義刀座狀態;
$ TC_MLSR[n,m]把緩存刀庫的(de)刀座分配給相應的主軸;
$ TC_MP1[n,m]、$ TC _MP2[n,m]、$ TC _MP3[n,m]、$ TC_MP4[n,m]、$ TC_MP5[n,m]定義刀座狀態; 應(yīng)的主軸;
$ TC_MDP1[n,m]、$ TC_MDP2[n,m]定義虛擬刀座和換刀點的偏置量,這個參數對裝(zhuāng)/卸刀具點才(cái)有用,對(duì)其他虛擬刀座來說,這個值為0。當這些係統參數正確定義以(yǐ)後,在刀庫管理顯示畫麵裏就可以看(kàn)見刀(dāo)庫的情(qíng)況了,可以依照(zhào)操作說明書來建立(lì)新(xīn)刀(dāo)具。
4. 4 PLC 的調整
PLC 主要要處理刀庫(kù)管理發送過來指(zhǐ)令的應答信號,PLC 必須知道有關刀庫的一些情況,根據這些情況生成相應的DB 數(shù)據塊(kuài),在HMI_ADVANCED裏(lǐ),配置刀庫管理的(de)菜單裏,有一個軟鍵能根據刀庫的具體配置文件生成相應(yīng)的數據塊DB71 - DB74,對PCU20 而言,隻能通過係統(tǒng)數據塊DB4 來生成。在DB4 裏麵(miàn)定義刀庫的特征,這些定義在OB100 裏麵調用一次就行了,附件有一個常用刀庫(kù)的數據塊定義文件FC100,如(rú)果刀庫類型一樣,調用時隻要輸入相應的刀座數即可。下麵是幾個(gè)常用的地(dì)址(zhǐ):
DB4. DBW64 刀庫數量;
DB4. DBW65 刀庫號;
DB4. DBW67 刀庫類(lèi)型;
DB4. DBW68 刀庫的刀座數;
DB4. DBW65 到(dào)DB4. DBW68 要根據刀庫的數量挨個定義,包含虛擬刀庫;
DB4. DBBn 主(zhǔ)軸數量n 的數值(zhí)為DB4. DBW64的值* 5 + 65。
在刀庫管理中,刀具交換時(shí)要等待PLC 的刀具準(zhǔn)備應答信號,由於刀庫管理需要知道刀具離開刀庫後的臨時存放位置,比如是(shì)在主軸(zhóu)上還是(shì)在機械手上,刀(dāo)具準(zhǔn)備和刀具交換是否完(wán)成,這些都需要PLC 來應答,PLC 是通過調用FC8 來應(yīng)答刀具管理。
PLC 編程思路:
CALL " TM_TRANS" / /調用FC8 時需要提供這(zhè)幾個參數(shù)
Start : = #Start / /啟(qǐ)動信號,當該信號為1 時,係統調用FC8
TaskIdent : = #TaskIdent / /任務索引號,指要交換刀具的主軸號,一般為(wéi)1
TaskIdentNo: = #TaskIdentNo / /任務號,刀具準備和刀具交換任務號是2
NewToolMag : = #NewToolMag / /新刀具現在位置的刀庫號
NewToolLoc : = #NewToolLoc / /新刀具現在位置的刀庫(kù)號
OldToolMag : = #OldToolMag / /舊刀具所在位置(zhì)的刀庫號
OldToolLoc : = #OldToolLoc / /舊刀具所在的位置的刀座號
Status : = #Status / /執行該指令時的狀態字
Ready : = #Ready / /FC8 是否完整(zhěng)執行(háng)
Error : = #Error / /指令執行時是否有錯誤有時一個換刀過程需要(yào)刀具經過幾個過渡狀(zhuàng)態(tài)才能完成,這時候常需要多次調用FC8 來及時更新刀具的位置信息。
綜上,數控(kòng)機床刀庫管理係統可以方便生產並(bìng)且提高工作效率,而且還(hái)能提(tí)高數控機床的穩定性。
如果您有機床行業、企業相關新聞稿(gǎo)件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com






")

