
0 引言
隨著計算機技術在製造業的應用、信息技術應用到零件製造過程的進展,形成了虛擬製造(Virtual Man⁃ufacturing, VM)技術,國際上尚(shàng)未(wèi)對VM技術作出統一的定義,但基(jī)本認同(tóng)的觀點是(shì)[1]:VM技術的本質是以計算機支持的仿真(zhēn)技術為前提(tí),對設計(jì)、製造、測試等生產過(guò)程進行統(tǒng)一建(jiàn)模,在(zài)高性能的計算機及高速網絡支持下,在虛擬條件下模擬出產品製(zhì)造全過程,通過計算機建模仿(fǎng)真與虛擬現實技術將實際製造過程在計算機上映射出來。由此可見,通過VM可在計(jì)算機上模擬和預估零件的可加工性和加(jiā)工過程中各種因素(sù)對加工質量的影響,再通過伺服係統來控製加工過程,可實現(xiàn)優質、高效(xiào)、低成本地完成零件加工過程。
1 細長軸(zhóu)加工的工藝特(tè)點
細長軸是指長度L 與直徑d 之比大(dà)於12的軸,由於(yú)其(qí)剛性差,是軸類零(líng)件加工(gōng)的難點。細(xì)長軸的加工工藝特點如下:1)細長軸的剛性很差,很容易因切削力及重力作用產(chǎn)生彎曲變形,並產生(shēng)振動,從而影響加(jiā)工精度和表麵質量。2)細(xì)長軸(zhóu)的熱擴散性能差,在切削熱的作用下,會產生相當大的線(xiàn)膨脹。若軸的兩(liǎng)端為固定支承,會因擠壓而彎曲變形;高速回轉時(shí)因彎曲產生(shēng)的離心力會使彎曲變(biàn)形進一步加劇。3)由於細(xì)長軸較長,加工時一次走刀時(shí)間(jiān)長,砂輪的磨損會增加零件的幾何形狀誤差。
根據細長(zhǎng)軸的加工工藝特點,實現細長軸的虛(xū)擬磨削加(jiā)工研究的主要內容是:磨削工藝的製定、磨削加(jiā)工中(zhōng)人機因素的分析、虛擬磨削的(de)建模、虛擬磨削控製等。磨削加工質量的影響因素很多,包括磨削力、磨削熱、磨削用量、零件材料(liào)、砂輪形貌(mào)、砂輪磨損等因素[3],其中磨削的受力變形和受熱變(biàn)形對加(jiā)工質量影響最大。由於篇幅有限,本文僅對磨削受力變形加以分析和仿真,介紹(shào)細長軸的虛擬磨削加工。
2 細長軸磨(mó)削的建(jiàn)模及仿真
由於外圓表麵的磨削加工(gōng)一般使用平型砂輪,磨削力分為切向力Ft 和法向力Fn 。在磨(mó)床上尾架彈簧(huáng)可克服或(huò)減小切向力對磨削變(biàn)形的影響,故對(duì)磨削變形(xíng)影響最大的是法向力Fn 。磨削細長(zhǎng)軸時,在法向力Fn 的作用下,使工件各部分的變形量(liàng)不一致(zhì),且隨著磨削條件(jiàn)而變化,見圖1。
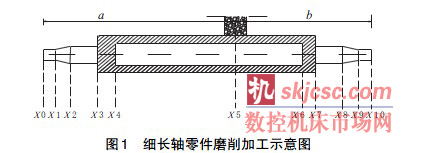
磨削時,砂輪與工件表麵(miàn)接觸,在接觸麵法向方向會(huì)產生彈性變形。將法向力抽(chōu)象為(wéi)一集中載荷(hé),再將工件沿軸向人為(wéi)地分為10段,每兩(liǎng)段相接處用{χi ,i=1、2、⋯10}表示(shì),運用材料力(lì)學,建立彎曲變形(xíng)的撓(náo)度曲線方程(chéng),用(yòng)撓度y的二階(jiē)導數y 〞表(biǎo)示撓度曲率,則曲率方程為:
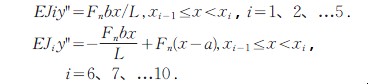
式中:a 為砂輪位置參數(shù);F n為法向磨削(xuē)力;Ji 為(wéi)第i 段轉動慣量矩;E 為工件材料彈性模量。
將前兩式積分兩次得:
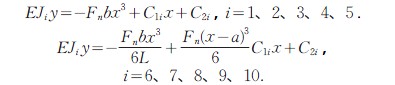
其中:{C 1i ,i =1、2⋯10},{C 2i ,i =1、2⋯10}為積分常數。
可用Visual C+ +語言,對上述計算編寫計(jì)算機模擬程序,得出工件形狀曲線。砂輪在工件的(de)不同軸向位置使工件的彎曲變形量不同,工件實際(jì)加工直徑取決於砂輪所在處的彎(wān)曲變形量(liàng),仿真的結(jié)果為:當兩頂尖剛性很高時工件形狀為“腰鼓型”;頂尖(jiān)剛性有限時,工件形狀“腰鼓型”或“馬鞍形”,因此磨床頭架和尾架變形對工(gōng)件的形狀曲線和工件直徑影響較大;如工件高速旋轉,工件(jiàn)因自重引起的彎曲變形對工件形狀及圓柱度(dù)誤差的影響也是不能忽視的;再者,工件的(de)結構變化也會在工件最後的形狀上(shàng)反映出來。
3 細長軸虛(xū)擬磨削的機床(chuáng)模型(xíng)
根據細長軸磨(mó)削的影響因素和基於計算機仿真的結果,設計虛擬磨(mó)床模(mó)型時,運用仿真結果建立工件形狀(zhuàng)誤差的在(zài)線預測係統,設置誤差補(bǔ)償係(xì)統,通過伺(sì)服控製係統對影響結果精度的因素進行控製(zhì)和修正(zhèng),以滿足加工質量要求。伺服係統可采用數字伺服係統,采用計算機軟件對加工過程進行控製。數字伺服控製係統有以下優點[4]:1)無溫度漂移(yí),穩定性好;2)基於數(shù)值計算,精度(dù)高;3)通過對係統參數設定,可減少調整;4)采用軟件控製,柔性好;5)減少了伺服滯(zhì)後產生的誤(wù)差。虛擬磨床(chuáng)模型,見圖2。
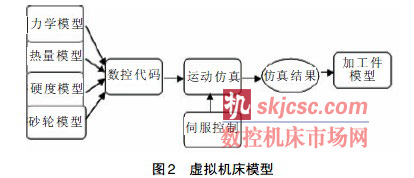
虛擬機床模型是與實際磨(mó)床功能(néng)相似、且有可視性的數字仿真模型,可用它對真實加工環境進行模擬,具有(yǒu)很高的相似性,但它與在物理磨床磨削加工的真實環(huán)境並不完全相同,隻是在一定程度上反映真實係統的主要(yào)特征[5]。
4 VM的意義
虛擬(nǐ)製造技術的應用為(wéi)解決製(zhì)造過程中(zhōng)的問題提供了新的方法和手段,具有很好發展前景,並可(kě)預測產品性能、產品製(zhì)造技術和可製造(zào)性,從而更(gèng)有效、更(gèng)經濟地柔性靈活地組織(zhī)生產,以達(dá)到產品的開發周期和成本的最小化、產品質量的最優化、生產效率的(de)最高化。虛擬製造是基於虛擬製造技術實現的製造係統,是現實製造係統在虛擬環境下的映射,它不消耗現實資源和能量,所生產的產品是可視的虛(xū)擬產品,但(dàn)有真實產品(pǐn)的特征。
通過對細長軸的實際製造(zào)過程(chéng)進行仿真模擬,可以預估細長軸(zhóu)加(jiā)工質量中存在(zài)的問題,從而對細長軸磨削加工的工藝規程的製定、磨削加工質(zhì)量的(de)控製、提高(gāo)人們的預測和決策水平起到(dào)很重要的作用,還可增強風險(xiǎn)控製和管理能力、縮短產品開發周期、增強企業的競爭能力。同時由於虛擬製造的產品為數字產品,對實現綠色(sè)製造,提(tí)高資源利用率、減少(shǎo)對環境的影響,甚(shèn)至對未(wèi)來(lái)製造業的發展都會產生深遠影響。
5 結束語
細長軸的磨削加工是(shì)軸類零件磨削(xuē)加工的難點,采用虛擬製造技術對其(qí)磨削過程進行仿真,為企業機械加工提(tí)供了一條新的途徑(jìng),對企業改(gǎi)變(biàn)現行的製造模式有著重(chóng)要的意義。但(dàn)虛擬製造是個係統工程(chéng),影響仿真結果的因素很(hěn)多,涉及的(de)知識麵廣,需企業(yè)各(gè)部門通力合作,設計出與真實環境相似程度高的虛(xū)擬(nǐ)機床,才能更有(yǒu)效地對磨削過程進行(háng)控製。
如果您有機床(chuáng)行業、企業相(xiàng)關新聞稿件發表,或進行資訊(xùn)合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








