
菲迪亞C 係列(liè)數控係統機床是一種高精度、高效率的自動化設備。該係列機(jī)床具有兩套測量反饋係統[1],一套是由伺服電動機及編碼器(qì)構成(chéng)的半閉環(huán)係統,實現對速度控製;另(lìng)一套由光(guāng)柵尺構成的全閉環係統(tǒng),實現對位置的控製。在數(shù)控機床(chuáng)的製(zhì)造及使用周期中,兩種測量反饋係統經常需要進行手動切換實現位置控製,切換時(shí)不僅需要單獨運行BRUCO 軟件,進(jìn)行驅動部分參數的設置,而且(qiě)還要在用戶操作界麵下設置軸參數,激活相應的補(bǔ)償數據,進(jìn)行數控係統的初始化[2]。以上(shàng)手動切換過程繁瑣,極易出錯,通常要求具(jù)有豐富經驗(yàn)的調試、維護人(rén)員進行操作[3]。為了提高工(gōng)作效率,實現測量係統簡單、可靠的切換,本文通過對菲迪亞(yà)C 係列數(shù)控(kòng)係統(tǒng)界麵開發技術及測量係統切換機製的研究,利用菲迪亞係統的用戶接口功能,在(zài)係統界麵上集成可視化的操作軟鍵,結合AUCOL 編程語言,開發出測量反饋係統的自動切換功能,並成功應用於GMC820u 五軸數控機床(chuáng)。
1 測量係統切換控製原理
菲迪亞C 係列產品是基於PC 的數控係統。其數控係統由用戶界麵和CNC 控製兩部分組成。用戶界麵運行在(zài)WindowsXP 操作係統環境下,CNC 控製部分通過菲迪亞的CPU5 控製板實現(xiàn)程序運行、軸控製等功能,是現代的開放型結構,其控製原(yuán)理[1]如圖1。
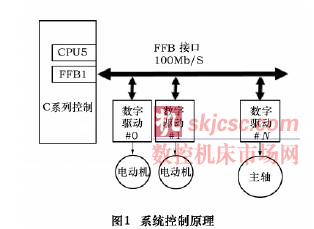
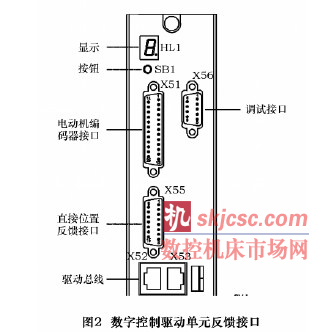
菲迪亞C 係列產品控製核(hé)心為CPU5 板(bǎn),通(tōng)過PCI 插槽安裝在工控機的主板上,實現數(shù)控係統所有的(de)功能,其中FFB1 控製板為係統的通訊接口,經高速現(xiàn)場總線,與數字驅動單元進行通訊,接收來自CPU5板的控製指(zhǐ)令,完成係統對坐標軸(zhóu)的位置、速度控製(zhì)。數字驅動單元(yuán)反饋接口如圖2 所示。數控係統的位置控製有(yǒu)兩種實現方式,一種是通過伺服電動機上的編碼器反(fǎn)饋,經接口X51 實(shí)現位置和速度控製,構成位置半閉環伺(sì)服係統; 另一種由光柵(shān)尺直接進(jìn)行位置反饋,經直接位置反饋接口X55 實現位置控製(zhì),構成位置全閉環(huán)伺服係統。通過設置不同的驅動(dòng)參數、軸參數( 表1) ,實現全閉環和半閉環(huán)的切換。
為了實現數(shù)控係統(tǒng)對機床運動部(bù)件的精準控製,完成對測量反饋係統切換後,需要(yào)利用數控係(xì)統本身所具有的反向間隙誤差(chà)補償(cháng)、絲杆螺(luó)距誤差(chà)補償功能,對各個坐標軸的位置精度進行(háng)補償,保證機床的加工精度。使用補償指令如下:
G102; 補償開始
G100; 補償結束
補償格式: N. . X. . R. . E. .
N: 順序號
X: 軸名及補償坐標值
E: 補償值
R: 反向補償值
例如: N20 X 120. R. 15 E. 25

為了實現數控係統對機床運動部件的(de)精準控製,完成對測量反饋係統切換後,需要(yào)利用數控(kòng)係統本身所具有的反向間(jiān)隙誤差補償、絲杆螺距誤差補償功能,對各個(gè)坐標軸的(de)位置精(jīng)度進行補償,保證機床的加工精度。使用(yòng)補償指(zhǐ)令如下:
G102; 補償開始
G100; 補償結束
補償(cháng)格式: N. . X. . R. . E. .
N: 順序號
X: 軸名(míng)及(jí)補償(cháng)坐標值
E: 補償(cháng)值
R: 反向補償值
例如: N20 X 120. R. 15 E. 25
2 自動切換功能開發
測量反饋係統的自(zì)動切換功能(néng)需要兩個(gè)獨立的(de)按鍵分(fèn)別實現全閉環、半閉環的切換控製。由於菲迪亞係(xì)統提供的用戶自定義鍵數(shù)量有限,所以(yǐ)需要通過界麵開發擴展用戶按鍵,滿足(zú)功能開發的需求。
2. 1 界麵開發
菲迪(dí)亞C 係列產品提供3 種界麵開發形式:
( 1) 用戶軟鍵擴(kuò)展
通(tōng)過(guò)係統操作(zuò)界麵選項菜單(dān),實現用戶自定義鍵的擴展。可在操作界麵定義100 個(gè)用戶化軟鍵。
( 2) 用戶化界麵
通(tōng)過係(xì)統提供的編程語言,建立(lì)CUSTOM. VID 文件,形成(chéng)用戶化的按鍵及界麵。但需要外(wài)購編程(chéng)手冊。
( 3) VSKP 軟件擴展按鍵
通過菲迪亞提供的VSKP 軟件(jiàn)擴(kuò)展(zhǎn)用戶化特色軟(ruǎn)鍵(jiàn)。用戶(hù)可更改按(àn)鍵界麵,形成自(zì)己的界麵風(fēng)格(gé),但需要按其提供的編程格式編寫配置文件。
基於滿足(zú)功(gōng)能開發需求,減少額外編程工(gōng)作量(liàng),本文采用第一種方法,即通(tōng)過在係統初始化文件( Fidia. ini) 內(nèi)的[WS]區(qū)域下增加“CustomVertKey = CUSTOM”實現用戶軟鍵擴展,界麵如圖3 所示。
當按下“CUSTOM”軟鍵後,會打開一組空白水平軟鍵,通過“Custom keys”定義用戶化的特色軟鍵,即按鍵“X LINE”、“Y LINE”、“Z LINE”、“X MOTOR”、 “Y MOTOR”、“Z MOTOR”、“A LINE”。
X、Y、Z、A—分別表示坐標軸;
LINE—表示全(quán)閉環;
MOTOR—表(biǎo)示半閉環。
2. 2 功能實現
通過擴展(zhǎn)的用戶軟鍵,利用(yòng)AUCOL 編程語言(yán)提供的WRITEP 更改參數指(zhǐ)令(lìng)以及NCBLK 塊執行指令,開發全閉環與(yǔ)半閉環(huán)參數及(jí)補(bǔ)償(cháng)數據自動切換。
每個水平(píng)軟鍵有兩個內存位,MDSKnn 和MDLKnn,當按下圖3 所示用戶擴展按鍵時,係統會通過兩個內存位實現與AUCOL 編程語言的交互。本文以X 坐標軸(zhóu)為例,實現測量係統的自動切換(huàn)。

1) 全閉環、半(bàn)閉環自動轉(zhuǎn)換
使用AUCOL 編程語言,在編寫的PLC 程(chéng)序內增加子進程,通過處(chù)理兩個內存位,利用WRITEP 寫(xiě)參數指令實現全閉環(huán)、半閉環驅動參數、軸參數的更改及生效。主要指(zhǐ)令如下:
ACL MDSK00 按(àn)鍵判斷;
IFNE JUMP ONE020 跳(tiào)轉;
ONE020:
WRITEP 0L,"
FDP0065 XM" 參數更改;
WRITEP 1B,"
FDBRESET" 參數生效;
PEND 進程(chéng)結束。
( 2) 補償數據切換
在plcblk. set 文件內增加補償數據,格式如下:
[MX0 = X0. E0 R0] 半閉環補償數(shù)據(jù);
[LX0 = X0. E0 R0] 全閉環補償數據(jù)。
以上補償數據,可以根據(jù)實際補償(cháng)需要進行任意擴展。對補(bǔ)償數據進行(háng)更改及生效的子進程如下:
NCBLK G102 補償開(kāi)始;
TSTP " FDP0065 XM" 全閉環、半閉環判斷;
IFNE JUMP ONA030 跳轉全閉環補償;
NCBLK MX0 半閉環補償數據;
JUMP ONA040 跳轉補償結束;
ONA030: NCBLK LX0 全閉環補償數據;
ONA040: NCBLK G100 補償結(jié)束;
PEND 進程結束。
3 結語
通過對菲迪亞界麵開發(fā)及測量係統切換機製的研究,實現了按鍵(jiàn)操(cāo)作完成測量反饋係統的自動切換。該功能在(zài)GMC820u 五軸機床[4]的實際應用,能有效地保證機床的穩(wěn)定運行[5 - 6]。在安裝、調試及維修過程中(zhōng),不僅操作方便、實用性強,而且極大縮短了切換操作時間,提高了工(gōng)作效率。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








